
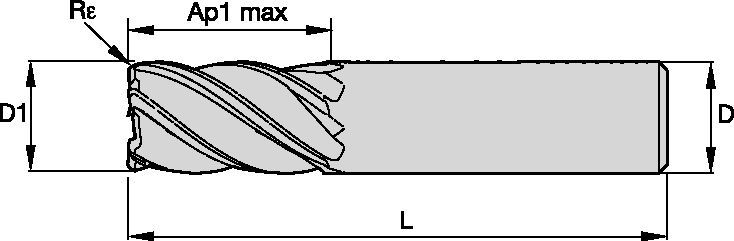
HARVI™ II • Radiused • 5 Flutes • Plain Shank • Inch
HARVI™ II Solid Carbide End Mill for Roughing and Finishing of High-Temperature Alloys
Features and benefits
- Kennametal standard dimensions.
- Non-center cutting.
- Unequal flute spacing minimizes chatter for smoother machining.
- Single tool for both roughing and finishing operations for fewer setups.
- Optimized geometry for titanium machining.
- Five-flute geometry enables slotting up to 1 x D.
Uses and application
Trochoidal Milling
坡铣: 3°
槽铣: 方头立铣
侧铣/方肩铣削: 方头立铣
刀具尺寸: 排屑槽数: 5
螺旋角: 38°
刀尖类型: 刀尖半径
刀尖类型: 方头立铣


