欢迎
请确认您的首选项
更新首选项
产品建议
Product Family suggestions
编辑解决方案
添加解决方案
解决方案名称:{{SolutionName}}Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

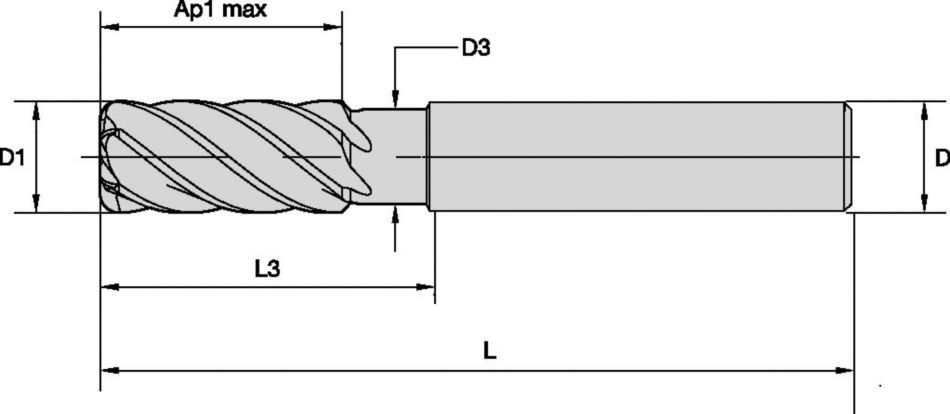
HARVI™ III • 方头立铣 • 6 刃 • 缩颈 • 直柄 • 公制
HARVI™ III 整体硬质合金立铣刀,用于高进给粗加工和精加工,具有最大金属切除率
Features and benefits
- 多功能整体硬质合金立铣刀,适用于加工钢、不锈钢和高温合金,具有卓越的表面质量。
- HARVI™ III 整体硬质合金立铣刀涵盖多种操作,包括动态铣削。
- HARVI™ III 整体硬质合金立铣刀采用不相等的排屑槽间距,可在最高进给率下实现无振颤加工。
- 偏心离隙研磨,可以实现更高的边缘稳定性和更高的进给率。
- 中心切削,用于插铣和坡铣操作。
Uses and application
Trochoidal Milling
坡铣: 毛坯
侧铣/方肩铣削: 方头立铣
刀具尺寸: 排屑槽数: 6
螺旋角: 38°
刀尖类型: 刀尖半径
| End Mill Tolerances | |||
| D1 | tolerance e8 | D | tolerance h6 + / - |
| ≤3 | -0,014/-0,028 | ≤3 | +0/-0,006 |
| -0,020/-0,038 | +0/-0,008 | ||
| -0,025/-0,047 | +0/-0,009 | ||
| -0,032/-0,059 | +0/-0,011 | ||
| -0,040/-0,073 | +0/-0,013 | ||
HARVI III • UJDE • 不等距排屑槽 • 粗加工
| Material |  | KCSM15A | Finishing | ||||||||||
| A | Cutting Speed | D1 | |||||||||||
| ap | ae | Min | Max | mm | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | ||
| P | 4 | Ap1 max | 0,06 x D | 171 | 285 | fz | 0,065 | 0,075 | 0,084 | 0,092 | 0,099 | 0,106 | 0,117 |
| 5 | Ap1 max | 0,06 x D | 114 | 190 | fz | 0,058 | 0,067 | 0,076 | 0,084 | 0,091 | 0,097 | 0,109 | |
| M | 1 | Ap1 max | 0,06 x D | 171 | 218 | fz | 0,073 | 0,084 | 0,095 | 0,105 | 0,113 | 0,121 | 0,137 |
| 2 | Ap1 max | 0,06 x D | 114 | 152 | fz | 0,058 | 0,067 | 0,076 | 0,084 | 0,091 | 0,097 | 0,109 | |
| 3 | Ap1 max | 0,06 x D | 114 | 133 | fz | 0,048 | 0,056 | 0,062 | 0,068 | 0,073 | 0,078 | 0,085 | |
| S | 1 | Ap1 max | 0,06 x D | 95 | 171 | fz | 0,073 | 0,084 | 0,095 | 0,105 | 0,113 | 0,121 | 0,137 |
| 2 | Ap1 max | 0,06 x D | 47,5 | 76 | fz | 0,038 | 0,045 | 0,050 | 0,056 | 0,060 | 0,065 | 0,074 | |
| 3 | Ap1 max | 0,06 x D | 47,5 | 76 | fz | 0,038 | 0,045 | 0,050 | 0,056 | 0,060 | 0,065 | 0,074 | |
| 4 | Ap1 max | 0,06 x D | 95 | 152 | fz | 0,053 | 0,062 | 0,070 | 0,077 | 0,083 | 0,089 | 0,100 | |
| H | 1 | Ap1 max | 0,06 x D | 152 | 266 | fz | 0,065 | 0,075 | 0,084 | 0,092 | 0,099 | 0,106 | 0,117 |
| 2 | Ap1 max | 0,06 x D | 133 | 228 | fz | 0,048 | 0,056 | 0,062 | 0,068 | 0,073 | 0,078 | 0,085 | |
HARVI III • UJDE • 不等距排屑槽 • 精加工
| Material | | KCSM15A | Recommended feed per tooth (fz = mm/th) for side milling. | ||||||||||
| Cutting Speed | D1 | ||||||||||||
| ap | ae | Min | Max | mm | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | ||
| P | 4 | ap max | 0,4 x D | 90 | 150 | Fz | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| 5 | ap max | 0,4 x D | 60 | 100 | Fz | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 | |
| M | 1 | ap max | 0,4 x D | 90 | 115 | Fz | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| 2 | ap max | 0,4 x D | 60 | 80 | Fz | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 | |
| 3 | ap max | 0,4 x D | 60 | 70 | Fz | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 | |
| S | 1 | ap max | 0,4 x D | 50 | 90 | Fz | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| 2 | ap max | 0,4 x D | 25 | 50 | Fz | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 | |
| 3 | ap max | 0,4 x D | 25 | 40 | Fz | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 | |
| 4 | ap max | 0,4 x D | 50 | 60 | Fz | 0,045 | 0,052 | 0,058 | 0,064 | 0,069 | 0,074 | 0,084 | |
| H | 1 | ap max | 0,4 x D | 80 | 140 | Fz | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| 2 | ap max | 0,4 x D | 70 | 120 | Fz | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 | |