K125 (~5 x D) • K715 • A-刀柄 • TF 钻头
TF 钻头 • 钛材料 • 内冷 • 应用数据
Features and benefits
- TF drills with through coolant for titanium materials.
- Material-specific SC drill with three cutting edges for higher feed rates than with two-edged drills.
- Three spacious flutes for rapid chip evacuation.
- Three-margin lands deliver better hole quality and straightness than two-flute drills.
- Through-coolant design for improved chip evacuation enables deeper holes and more effective cooling of the cutting edges and longer tool life.
- K715 fine-grained carbide grade is the optimum combination of toughness and wear resistance for titanium drilling applications.
Uses and application
钻孔
钻孔: 斜退刀
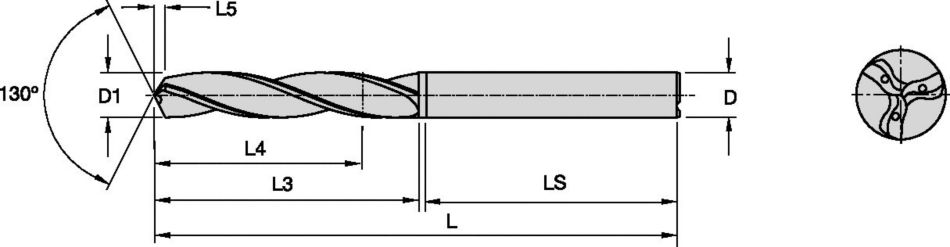
刀具尺寸: 3个排屑槽/3个刃带/冷却
钻孔 — 贯通式冷却
刀柄— 圆柱 平面度 ≤h6
螺旋角: 30°
Drilling: Cross-Hole Drilling



