欢迎
请确认您的首选项
更新首选项
产品建议
Product Family suggestions
编辑解决方案
添加解决方案
解决方案名称:{{SolutionName}}Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

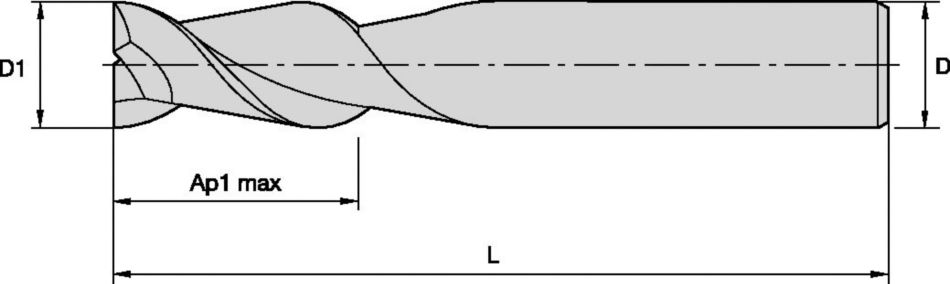
KenCut™ AL • AADF • Square End • 2 Flutes • Plain Shank • Inch
Solid Carbide End Mill for Roughing and Finishing of Aluminum
Features and benefits
- Centre cutting for plunging and ramping operations.
Uses and application
插铣
坡铣: 毛坯
槽铣: 方头立铣
侧铣/方肩铣削: 方头立铣
刀具尺寸: 排屑槽数: 2
螺旋角: 45°
刀尖类型: 刀尖半径
刀尖类型: 方头立铣
| Parmak freze toleransları | |||
| D1 | Tolerans h6 + / - | D | Tolerans h6 + / - |
| 1/8" | +0/-.002" | 1/8" | +0/-.00024" |
| 1/8 | +0/-.002" | 1/8 | +0/-.00031" |
| 1/4 | +0/-.00035" | 1/4 | +0/-.00035" |
| 13/32 | +0/-.00043" | 13/32 | +0/-.00043" |
| 23/32 | +0/-.00051" | 23/32 | +0/-.00051" |
| Malzeme grubu |  |  |  | |||||||||||||
| Dik kenar frezeleme (A) ve Kanal frezeleme (B) | K600 | Kenar frezeleme (A) için önerilen diş başına ilerleme (IPT = inç/diş). Kanal açma (B) için IPT %20 azaltılır. | ||||||||||||||
| A | B | Kesme hızı | D1 | |||||||||||||
| frac. | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| ap | ae | ap | min | max | dec. | 0.125 | 0.188 | 0.250 | 0.313 | 0.375 | 0.500 | 0.625 | 0.750 | 1.000 | ||
| N | 1 | 1.5 x D | 0.5 x D | 1.0 x D | 1640 | 6560 | IPT | .0011 | .0017 | .0023 | .0028 | .0034 | .0045 | .0056 | .0068 | .0090 |
| 2 | 1.5 x D | 0.5 x D | 1.0 x D | 1640 | 4920 | IPT | .0009 | .0014 | .0018 | .0023 | .0027 | .0036 | .0045 | .0054 | .0072 | |
| 3 | 1.5 x D | 0.5 x D | 1.0 x D | 1640 | 4920 | IPT | .0008 | .0012 | .0016 | .0020 | .0024 | .0032 | .0039 | .0047 | .0063 | |
| 4 | 1.5 x D | 0.5 x D | 1.0 x D | 1310 | 2460 | IPT | .0008 | .0012 | .0016 | .0020 | .0024 | .0032 | .0039 | .0047 | .0063 | |
| 5 | 1.5 x D | 0.5 x D | 1.0 x D | 820 | 3280 | IPT | .0010 | .0015 | .0020 | .0025 | .0030 | .0041 | .0051 | .0061 | .0081 | |
| Material | | | | |||||||||||||
| Side Milling (A) and Slotting (B) | K600 | Recommended feed per tooth (IPT = inch/th) for side milling (A). For slotting (B), reduce IPT by 20%. | ||||||||||||||
| A | B | Cutting Speed | D1 | |||||||||||||
| frac. | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| ap | ae | ap | min | max | dec. | 0.125 | 0.188 | 0.250 | 0.313 | 0.375 | 0.500 | 0.625 | 0.750 | 1.000 | ||
| N | 1 | 1.5 x D | 0.5 x D | 1.0 x D | 1640 | 6560 | IPT | .0011 | .0017 | .0023 | .0028 | .0034 | .0045 | .0056 | .0068 | .0090 |
| 2 | 1.5 x D | 0.5 x D | 1.0 x D | 1640 | 4920 | IPT | .0009 | .0014 | .0018 | .0023 | .0027 | .0036 | .0045 | .0054 | .0072 | |
| 3 | 1.5 x D | 0.5 x D | 1.0 x D | 1640 | 4920 | IPT | .0008 | .0012 | .0016 | .0020 | .0024 | .0032 | .0039 | .0047 | .0063 | |
| 4 | 1.5 x D | 0.5 x D | 1.0 x D | 1310 | 2460 | IPT | .0008 | .0012 | .0016 | .0020 | .0024 | .0032 | .0039 | .0047 | .0063 | |
| 5 | 1.5 x D | 0.5 x D | 1.0 x D | 820 | 3280 | IPT | .0010 | .0015 | .0020 | .0025 | .0030 | .0041 | .0051 | .0061 | .0081 | |