
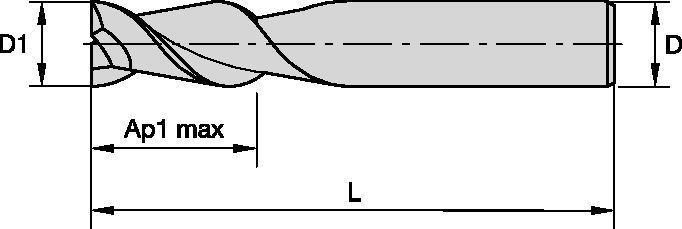
MaxiMet™ • Square End • 2 Flutes • Wiper Facet • Plain Shank • Inch
MaxiMet™ Solid Carbide End Mill for Roughing and Finishing of Aluminum
Features and benefits
- MaxiMet™ solid carbide end mills are very effective in thin wall applications.
- Centre cutting for plunging and ramping operations.
- Wiper facet, unique end gash, and unique flute geometry provide optimum surface finishes.
Uses and application
插铣
坡铣: 毛坯
槽铣: 方头立铣
侧铣/方肩铣削: 方头立铣
刀具尺寸: 排屑槽数: 2
螺旋角: 45°
刀尖类型: 方头立铣


