牌价
/每个
折扣
您的价格
/每个
出售时采用的包装 0调整以满足最小包装尺寸。
最小数量: 0调整以达到最低订单数量。
有库存这个产品不再供应较长交货期




Downloaded file will be available after import in the {{cadTool}} tool library.
| 物料号 | 5065554 |
| 公制样本编号 | DFR020204GD |
| 英制样本编号 | DFR020204GD |
| 材质 | KCU40 |
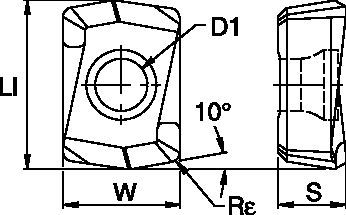
| [LI] 刀片长度 | 7.12 mm |
| [LI] 刀片长度 | 0.2803 in |
| [W] 刀片宽度 | 4.9 mm |
| [W] 刀片宽度 | 0.1929 in |
| [D1] 刀片孔尺寸 | 2.3 mm |
| [D1] 刀片孔尺寸 | 0.0906 in |
| [S] 刀片厚度 | 2.79 mm |
| [S] 刀片厚度 | 0.1098 in |
| [Rε] 刀尖半径 | 0.4 mm |
| [Rε] 刀尖半径 | 0.0156 in |
Grades

KCU40
镀有多层 PVD TiN-TiAlN 的超精晶粒硬质合金,对于钢、不锈钢、铸铁和高温合金有
最高的耐磨性。
通过创建解决方案计算速度和进给
创建解决方案后,只需选择进给和速度图标,我们的系统将提供建议。您可以通过添加您的机床和参数来定制信息,或者使用滑块进行调整。
| 警告 在通孔加工中、刀具在穿过工件时会产生块状或圆盘状物体。在钻头处于静止状态、工件处于旋转状态时、 块状物或圆盘状物会因离心力而从夹具上飞出。应提供有效的防护措施。 |
| D | LS |
| 20 | 45 |
| 25 | 45 |
| 32 | 58 |
| D | LS |
| 20 | 50 |
| D | LS |
| 20 | 50 |
| 切削速度 | ||||||||||
| 范围-SFM | 根据直径推荐进给率(fz) | |||||||||
| 材料 分组 | 条件 | 刀窝 | 槽型 | 材质 | 最小值 | 初始值 | 最大值 | Tool Diameter (in) | DFR04 .813"-1.00" | |
| N | 1 | S | O | ST | KD1425 | 1300 | 2362 | 2760 | ipr | .002–.003 |
| 1 | S | I | ST | KD1425 | 1300 | 2362 | 2760 | ipr | .002–.003 | |
| 2 | S | O | ST | KD1425 | 1209 | 2197 | 2567 | ipr | .005–.007 | |
| 2 | S | I | ST | KD1425 | 1209 | 2197 | 2567 | ipr | .005–.007 | |
| 3 | S | O | ST | KD1425 | 1118 | 2032 | 2374 | ipr | .005–.007 | |
| 3 | S | I | ST | KD1425 | 1118 | 2032 | 2374 | ipr | .005–.007 | |
| 4 | S | O | ST | KD1425 | 1560 | 2362 | 2760 | ipr | .005–.007 | |
| 4 | S | I | ST | KD1425 | 1560 | 2362 | 2760 | ipr | .005–.007 | |
| 材料 分组 | 条件 | 刀窝 | 槽型 | 材质 | 切削速度 | |||||
| 范围-SFM | 根据直径推荐进给率(fz) | |||||||||
| 最小值 | 初始值 | 最大值 | 3,0 | |||||||
| P | 1 | 55 | – | 105 | 105 | 55 | – | 105 | mm/r | 0,05 |
| – | 105 | 105 | 55 | – | 105 | mm/r | 0,05 | |||
| 2 | 55 | – | 105 | 105 | 55 | – | 105 | mm/r | 0,05 | |
| – | 105 | 105 | 55 | – | 105 | mm/r | 0,05 | |||
| 1 | 55 | – | 105 | 105 | 55 | – | 105 | mm/r | 0,05 | |
| – | 105 | 105 | 55 | – | 105 | mm/r | 0,05 | |||
| 1 | 55 | – | 105 | 105 | 55 | – | 105 | mm/r | 0,05 | |
| – | 105 | 105 | 55 | – | 105 | mm/r | 0,05 | |||
| 公制 | ||||||||||||
| 切削速度 | ||||||||||||
| 范围 | 根据直径推荐进给率(fz) | |||||||||||
| 材料 分组 | 条件 | 刀窝 | 槽型 | 材质 | 最小值 | 初始值 | 最大值 | Ø | DFR02... 12,50–16,00mm | DFR03... 16,50–20,00mm | DFR04... 20,50–24,00mm | |
| P | 1 | S | O | MD | KCU25 | 310 | 325 | 360 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 |
| 1 | S | I | MD | KC7140 | 310 | 325 | 360 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 1 | U | O | MD | KCU40 | 200 | 215 | 230 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 1 | U | I | MD | KC7140 | 200 | 215 | 230 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 1 | I | O | MD | KC7140 | 130 | 135 | 150 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 1 | I | I | MD | KC7140 | 130 | 135 | 150 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 2 | S | O | GD | KCPK10 | 310 | 325 | 360 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 2 | S | I | LD | KC7140 | 310 | 325 | 360 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 2 | U | O | GD | KCU40 | 200 | 215 | 230 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 2 | U | I | LD | KC7140 | 200 | 215 | 230 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 2 | I | O | MD | KC7140 | 130 | 135 | 150 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 2 | I | I | LD | KC7140 | 130 | 135 | 150 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 3 | S | O | GD | KCPK10 | 260 | 285 | 320 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 3 | S | I | LD | KC7140 | 260 | 285 | 320 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 3 | U | O | GD | KCU40 | 180 | 195 | 220 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 3 | U | I | LD | KC7140 | 180 | 195 | 220 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 3 | I | O | GD | KC7140 | 110 | 120 | 140 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 3 | I | I | LD | KC7140 | 110 | 120 | 140 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 4 | S | O | GD | KCU25 | 220 | 250 | 300 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 4 | S | I | LD | KC7140 | 220 | 250 | 300 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 4 | U | O | GD | KCU40 | 150 | 180 | 220 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 4 | U | I | LD | KC7140 | 150 | 180 | 220 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 4 | I | O | GD | KC7140 | 90 | 110 | 140 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 4 | I | I | LD | KC7140 | 90 | 110 | 140 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 5 | S | O | GD | KCU25 | 180 | 200 | 220 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 5 | S | I | LD | KC7140 | 180 | 200 | 220 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 5 | U | O | GD | KCU40 | 120 | 135 | 150 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 5 | U | I | LD | KC7140 | 120 | 135 | 150 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 5 | I | O | GD | KC7140 | 70 | 85 | 100 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 5 | I | I | LD | KC7140 | 70 | 85 | 100 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 6 | S | O | GD | KCU25 | 180 | 200 | 220 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 6 | S | I | LD | KC7140 | 180 | 200 | 220 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 6 | U | O | GD | KCU40 | 120 | 135 | 150 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 6 | U | I | LD | KC7140 | 120 | 135 | 150 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 6 | I | O | GD | KC7140 | 70 | 85 | 100 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 6 | I | I | LD | KC7140 | 70 | 85 | 100 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 公制 | ||||||||||||
| 材料 分组 | 条件 | 刀窝 | 槽型 | 材质 | 切削速度 | 根据直径推荐进给率(fz) | ||||||
| 范围 | ||||||||||||
| 最小值 | 初始值 | 最大值 | Ø | DFR02... 12,50–16,00mm | DFR03... 16,50–20,00mm | DFR04... 20,50–24,00mm | ||||||
| P | 1 | S | O | MD | KCU25 | 310 | 325 | 360 | 毫米/转 | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 |
| I | MD | KC7140 | ||||||||||
| U | O | MD | KCU40 | 200 | 215 | 230 | 毫米/转 | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | ||
| I | MD | KC7140 | ||||||||||
| I | O | MD | KC7140 | 130 | 135 | 150 | 毫米/转 | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | ||
| I | MD | KC7140 | ||||||||||
| 2 | S | O | GD | KCPK10 | 310 | 325 | 360 | 毫米/转 | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| I | LD | KC7140 | ||||||||||
| U | O | GD | KCU40 | 200 | 215 | 230 | 毫米/转 | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | ||
| I | LD | KC7140 | ||||||||||
| I | O | MD | KC7140 | 130 | 135 | 150 | 毫米/转 | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | ||
| I | LD | KC7140 | ||||||||||
| 3 | S | O | GD | KCPK10 | 260 | 285 | 320 | 毫米/转 | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| I | LD | KC7140 | ||||||||||
| U | O | GD | KCU40 | 180 | 195 | 220 | 毫米/转 | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | ||
| I | LD | KC7140 | ||||||||||
| I | O | GD | KC7140 | 110 | 120 | 140 | 毫米/转 | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | ||
| I | LD | KC7140 | ||||||||||
| 4 | S | O | GD | KCU25 | 220 | 250 | 300 | 毫米/转 | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| I | LD | KC7140 | ||||||||||
| U | O | GD | KCU40 | 150 | 180 | 220 | 毫米/转 | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | ||
| I | LD | KC7140 | ||||||||||
| I | O | GD | KC7140 | 90 | 110 | 140 | 毫米/转 | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | ||
| I | LD | KC7140 | ||||||||||
| 5 | S | O | GD | KCU25 | 180 | 200 | 220 | 毫米/转 | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| I | LD | KC7140 | ||||||||||
| U | O | GD | KCU40 | 120 | 135 | 150 | 毫米/转 | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | ||
| I | LD | KC7140 | ||||||||||
| I | O | GD | KC7140 | 70 | 85 | 100 | 毫米/转 | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | ||
| I | LD | KC7140 | ||||||||||
| 6 | S | O | GD | KCU25 | 180 | 200 | 220 | 毫米/转 | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| I | LD | KC7140 | ||||||||||
| U | O | GD | KCU40 | 120 | 135 | 150 | 毫米/转 | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | ||
| I | LD | KC7140 | ||||||||||
| I | O | GD | KC7140 | 70 | 85 | 100 | 毫米/转 | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | ||
| I | LD | KC7140 | ||||||||||
| M | 1 | S | O | MD | KC7140 | 150 | 190 | 230 | 毫米/转 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 |
| I | MD | KC7140 | ||||||||||
| U | O | MD | KC7140 | 100 | 130 | 160 | 毫米/转 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | ||
| I | MD | KC7140 | ||||||||||
| I | O | MD | KC7140 | 60 | 80 | 100 | 毫米/转 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | ||
| I | MD | KC7140 | ||||||||||
| 2 | S | O | MD | KC7140 | 150 | 180 | 210 | 毫米/转 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | |
| I | MD | KC7140 | ||||||||||
| U | O | MD | KC7140 | 100 | 130 | 160 | 毫米/转 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | ||
| I | MD | KC7140 | ||||||||||
| I | O | MD | KC7140 | 60 | 80 | 100 | 毫米/转 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | ||
| I | MD | KC7140 | ||||||||||
| 3 | S | O | MD | KC7140 | 100 | 130 | 160 | 毫米/转 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | |
| I | MD | KC7140 | ||||||||||
| U | O | MD | KC7140 | 80 | 110 | 140 | 毫米/转 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | ||
| I | MD | KC7140 | ||||||||||
| I | O | MD | KC7140 | 50 | 70 | 90 | 毫米/转 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | ||
| I | MD | KC7140 | ||||||||||
| 公制 | ||||||||||
| 切削速度 | ||||||||||
| 范围 | 根据直径推荐进给率(fz) | |||||||||
| 材料 分组 | 条件 | 刀窝 | 槽型 | 材质 | 最小值 | 初始值 | 最大值 | Ø | DFR04 20,50–24,00 mm | |
| N | 1 | S | O | ST | KD1425 | 396 | 720 | 841 | mm/r | 0,06–0,08 |
| 1 | S | I | ST | KD1425 | 396 | 720 | 841 | mm/r | 0,06–0,08 | |
| 2 | S | O | ST | KD1425 | 369 | 670 | 782 | mm/r | 0,12–0,18 | |
| 2 | S | I | ST | KD1425 | 369 | 670 | 782 | mm/r | 0,12–0,18 | |
| 3 | S | O | ST | KD1425 | 341 | 619 | 723 | mm/r | 0,12–0,18 | |
| 3 | S | I | ST | KD1425 | 341 | 619 | 723 | mm/r | 0,12–0,18 | |
| 4 | S | O | ST | KD1425 | 475 | 720 | 841 | mm/r | 0,12–0,18 | |
| 4 | S | I | ST | KD1425 | 475 | 720 | 841 | mm/r | 0,12–0,18 | |
| 5 | S | O | ST | KD1425 | 480 | 720 | 864 | mm/r | 0,06–0,08 | |
| 5 | S | I | ST | KD1425 | 480 | 720 | 864 | mm/r | 0,06–0,08 | |
| 英制 | ||||||||||
| 材料 分组 | 条件 | 刀窝 | 槽型 | 材质 | 切削速度 | 根据直径推荐进给率(fz) | ||||
| 范围-SFM | ||||||||||
| 最小值 | 初始值 | 最大值 | Ø | DFR04 .813"–1.00" | ||||||
| N | 1 | S | O | ST | KD1425 | 1300 | 2362 | 2760 | IPR | .002–.003 |
| I | ST | KD1425 | ||||||||
| 2 | S | O | ST | KD1425 | 1209 | 2197 | 2567 | IPR | .005–.007 | |
| I | ST | KD1425 | ||||||||
| 3 | S | O | ST | KD1425 | 1118 | 2032 | 2374 | IPR | .005–.007 | |
| I | ST | KD1425 | ||||||||
| 4 | S | O | ST | KD1425 | 1560 | 2362 | 2760 | IPR | .005–.007 | |
| I | ST | KD1425 | ||||||||
| 5 | S | O | ST | KD1425 | 1575 | 2362 | 2834 | IPR | .002–.003 | |
| I | ST | KD1425 | ||||||||
| 公制 | ||||||||||
| 材料 分组 | 条件 | 刀窝 | 槽型 | 材质 | 切削速度 | 根据直径推荐进给率(fz) | ||||
| 范围 | ||||||||||
| 最小值 | 初始值 | 最大值 | Ø | DFR04 20,50–24,00mm | ||||||
| N | 1 | S | O | ST | KD1425 | 396 | 720 | 841 | 毫米/转 | 0,06–0,08 |
| I | ST | KD1425 | ||||||||
| 2 | S | O | ST | KD1425 | 369 | 670 | 782 | 毫米/转 | 0,12–0,18 | |
| I | ST | KD1425 | ||||||||
| 3 | S | O | ST | KD1425 | 341 | 619 | 723 | 毫米/转 | 0,12–0,18 | |
| I | ST | KD1425 | ||||||||
| 4 | S | O | ST | KD1425 | 475 | 720 | 841 | 毫米/转 | 0,12–0,18 | |
| I | ST | KD1425 | ||||||||
| 5 | S | O | ST | KD1425 | 480 | 720 | 864 | 毫米/转 | 0,06–0,08 | |
| I | ST | KD1425 | ||||||||
I have read and accepted the Terms & Conditions of use
 Shank • 2 x D")
 Shank • 3 x D")
ISO Catalog
ANSI Catalog
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Catalog | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?