价格表:
/pkg. (pkg. of
)
/each
折扣:
%
Your price::
此物品不可用
Qty
出售时采用的包装 0
Oops! we don't have that many in stock.
Opps, we don't have that many in stock. Today we only have:
调整以满足最小包装尺寸。
| SAP 材料编号 | 2016133 |
| ISO 目录编号 | 160C22RF45HN09C |
| ANSI 目录编号 | 160C22RF45HN09C |
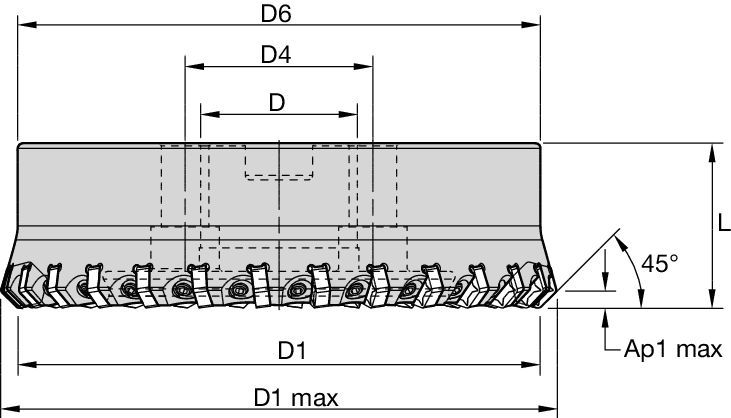
| [D1] 有效的切削直径 | 160 mm |
| [D1] 有效的切削直径 | 6.299 in |
| [D1MAX] 最大切削直径 | 172.8 mm |
| [D1MAX] 最大切削直径 | 6.803 in |
| [D]适配接头/刀柄/镗孔直径 | 40 mm |
| [D]适配接头/刀柄/镗孔直径 | 1.574 in |
| [D4] 螺栓公称直径 4 | 66.7 mm |
| [D4] 螺栓公称直径 3 | 2.625 in |
| [D6] 保护区孔直径 | 160 mm |
| [D6] 保护区孔直径 | 6.299 in |
| [L] 总长 | 63 mm |
| [L] 总长 | 2.48 in |
| [AP1MAX] 第一个最大切深 | 6.5 mm |
| [AP1MAX] 第一个最大切深 | .256 in |
| 刀片数量 | 22 |
| 重量(千克) | 7.4 |
| 最大 RPM | 2600 |
 端面铣削
端面铣削 铣削 — 侧铣和端面铣
铣削 — 侧铣和端面铣ISO Catalog
ANSI Catalog
to find similar products.Please select a file to download
Models
Product data
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Catalog | Grade |
|---|
Thank you for your registration, pending approval & completion of the registration, your access is currently limited. Full utilization of product search capabilities & collaboration space is available and will remain. Please allow 2 business days for registration completion.
您已注册成功,现在就可以登录并使用网站了。
You are about to leave the Solution building process.
Are you sure you want to leave?