牌价
/每个
折扣
您的价格
/每个
出售时采用的包装 0调整以满足最小包装尺寸。
最小数量: 0调整以达到最低订单数量。
有库存这个产品不再供应较长交货期




 坡铣: 毛坯
坡铣: 毛坯 槽铣: 球形刀尖
槽铣: 球形刀尖 侧铣/方肩铣削: 球形刀尖
侧铣/方肩铣削: 球形刀尖 3D仿形加工
3D仿形加工 刀柄 — 圆柱 平面
刀柄 — 圆柱 平面 刀座
刀座Downloaded file will be available after import in the {{cadTool}} tool library.
| 物料号 | 1918705 |
| 公制样本编号 | KDMB08R150A08HN |
| 英制样本编号 | KDMB08R150A08HN |
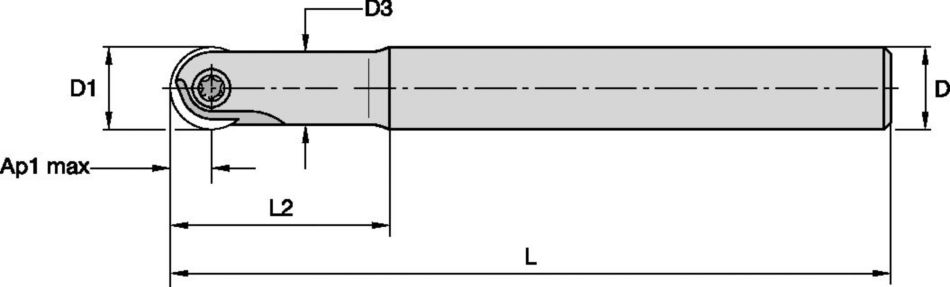
| [D1] 有效的切削直径 | 8 mm |
| [D1] 有效的切削直径 | .315 in |
| [D]适配接头/刀柄/镗孔直径 | 8 mm |
| [D]适配接头/刀柄/镗孔直径 | .315 in |
| [D3] 颈部直径 | 7 mm |
| [D3] 颈部直径 | .2756 in |
| [L2] 刀头长度 | 40 mm |
| [L2] 刀头长度 | 1.574 in |
| [L] 总长 | 150 mm |
| [L] 总长 | 5.905 in |
| [L1] 量规长度 | 150 mm |
| [L1] 量规长度 | 5.905 in |
| [AP1MAX] 第一个最大切深 | 4 mm |
| [AP1MAX] 第一个最大切深 | .1575 in |
| 刀片数量 | 1 |
| [Z] 排屑槽数量 | 2 |
| 冷却液供应 | N |
| 最大坡铣角度 | 3 |
| 最大 RPM | 40000 |
| Gage 刀片 | KDM.08. |
坡铣: 毛坯槽铣: 球形刀尖侧铣/方肩铣削: 球形刀尖3D仿形加工刀柄 — 圆柱 平面刀座通过创建解决方案计算速度和进给
创建解决方案后,只需选择进给和速度图标,我们的系统将提供建议。您可以通过添加您的机床和参数来定制信息,或者使用滑块进行调整。
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci |  | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | – | – |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | – | – |
| M1–M2 | .E..GP | KC515M | – | – | – | – |
| M3 | .E..GP | KC515M | ||||
| K1–K2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..GN | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..GN | KC515M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..GN | KC530M |
| M1–M2 | .E..GP | KC515M | .E..GN | KC530M | – | – |
| M3 | .E..GP | KC515M | .E..GN | KC530M | – | – |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..GN | KC515M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..GN | KC515M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..GN | KC530M |
| M1–M2 | .E..GP | KC515M | .E..GN | KC530M | .E..GN | KC530M |
| M3 | .E..GP | KC515M | .E..GN | KC530M | .E..GN | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | 3,00 | 1,50 | 0,50 | 0,25 |
| 6,00 | 6,00 | 5,20 | 3,32 | 2,40 |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,34 | 0,11 | 0,15 | 0,25 | 0,09 | 0,13 | 0,22 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,20 | .E..GP |
| .E..GN | 0,17 | 0,25 | 0,34 | 0,13 | 0,19 | 0,25 | 0,11 | 0,17 | 0,22 | 0,10 | 0,16 | 0,21 | 0,10 | 0,15 | 0,20 | .E..GN |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,14 | 0,19 | 0,34 | 0,10 | 0,14 | 0,25 | 0,09 | 0,13 | 0,22 | 0,08 | 0,12 | 0,21 | 0,08 | 0,12 | 0,20 | .E..LD |
| .E..GP | 0,16 | 0,23 | 0,39 | 0,12 | 0,17 | 0,29 | 0,11 | 0,15 | 0,26 | 0,10 | 0,14 | 0,24 | 0,10 | 0,14 | 0,23 | .E..GP |
| .E..GN | 0,20 | 0,29 | 0,39 | 0,15 | 0,22 | 0,29 | 0,13 | 0,19 | 0,26 | 0,12 | 0,18 | 0,24 | 0,12 | 0,18 | 0,23 | .E..GN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,30 | 0,42 | 0,74 | 0,22 | 0,31 | 0,55 | 0,19 | 0,27 | 0,48 | 0,18 | 0,26 | 0,45 | 0,18 | 0,25 | 0,44 | .E..LD |
| .E..GP | 0,36 | 0,50 | 0,86 | 0,27 | 0,38 | 0,64 | 0,23 | 0,33 | 0,56 | 0,22 | 0,31 | 0,52 | 0,21 | 0,30 | 0,51 | .E..GP |
| .E..GN | 0,43 | 0,64 | 0,86 | 0,32 | 0,48 | 0,64 | 0,28 | 0,42 | 0,56 | 0,26 | 0,39 | 0,52 | 0,25 | 0,38 | 0,51 | .E..GN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,21 | 0,30 | 0,53 | 0,16 | 0,23 | 0,40 | 0,14 | 0,20 | 0,35 | 0,13 | 0,18 | 0,32 | 0,13 | 0,18 | 0,32 | .E..LD |
| .E..GP | 0,26 | 0,36 | 0,62 | 0,19 | 0,27 | 0,46 | 0,17 | 0,24 | 0,40 | 0,16 | 0,22 | 0,38 | 0,15 | 0,22 | 0,37 | .E..GP |
| .E..GN | 0,31 | 0,46 | 0,62 | 0,23 | 0,35 | 0,46 | 0,20 | 0,30 | 0,40 | 0,19 | 0,28 | 0,38 | 0,18 | 0,28 | 0,37 | .E..GN |
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | 4,00 | 1,50 | 0,50 | 0,25 |
| 8,00 | 8,00 | 6,24 | 3,87 | 2,78 |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,25 | 0,43 | 0,13 | 0,19 | 0,32 | 0,11 | 0,17 | 0,28 | 0,10 | 0,16 | 0,26 | 0,10 | 0,15 | 0,25 | .E..GN |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,15 | 0,21 | 0,38 | 0,11 | 0,16 | 0,28 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,23 | 0,09 | 0,13 | 0,22 | .E..LD |
| .E..GP | 0,18 | 0,26 | 0,45 | 0,14 | 0,19 | 0,34 | 0,12 | 0,17 | 0,29 | 0,11 | 0,16 | 0,27 | 0,11 | 0,15 | 0,27 | .E..GP |
| .E..GN | 0,22 | 0,33 | 0,55 | 0,16 | 0,24 | 0,41 | 0,14 | 0,21 | 0,36 | 0,13 | 0,20 | 0,33 | 0,13 | 0,20 | 0,33 | .E..GN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,34 | 0,48 | 0,85 | 0,25 | 0,36 | 0,63 | 0,22 | 0,31 | 0,55 | 0,21 | 0,29 | 0,51 | 0,20 | 0,29 | 0,50 | .E..LD |
| .E..GP | 0,41 | 0,58 | 1,02 | 0,31 | 0,43 | 0,76 | 0,27 | 0,38 | 0,66 | 0,25 | 0,35 | 0,62 | 0,24 | 0,34 | 0,60 | .E..GP |
| .E..GN | 0,49 | 0,74 | 1,23 | 0,37 | 0,55 | 0,92 | 0,32 | 0,48 | 0,80 | 0,30 | 0,45 | 0,75 | 0,29 | 0,44 | 0,73 | .E..GN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,24 | 0,35 | 0,61 | 0,18 | 0,26 | 0,45 | 0,16 | 0,23 | 0,39 | 0,15 | 0,21 | 0,37 | 0,15 | 0,21 | 0,36 | .E..LD |
| .E..GP | 0,29 | 0,41 | 0,73 | 0,22 | 0,31 | 0,54 | 0,19 | 0,27 | 0,47 | 0,18 | 0,25 | 0,44 | 0,18 | 0,25 | 0,43 | .E..GP |
| .E..GN | 0,35 | 0,53 | 0,88 | 0,26 | 0,39 | 0,66 | 0,23 | 0,34 | 0,57 | 0,21 | 0,32 | 0,54 | 0,21 | 0,31 | 0,52 | .E..GN |
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | 5,00 | 2,00 | 1,00 | 0,50 |
| 10,00 | 10,00 | 8,00 | 6,00 | 4,36 |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,27 | 0,38 | 0,67 | 0,20 | 0,29 | 0,50 | 0,18 | 0,25 | 0,44 | 0,17 | 0,23 | 0,41 | 0,16 | 0,23 | 0,40 | .E..LD |
| .E..GP | 0,33 | 0,46 | 0,81 | 0,24 | 0,34 | 0,60 | 0,21 | 0,30 | 0,53 | 0,20 | 0,28 | 0,49 | 0,19 | 0,28 | 0,48 | .E..GP |
| .E..GN | 0,39 | 0,62 | 1,08 | 0,29 | 0,46 | 0,81 | 0,25 | 0,40 | 0,70 | 0,24 | 0,37 | 0,66 | 0,23 | 0,37 | 0,64 | .E..GN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,15 | 0,21 | 0,37 | 0,11 | 0,16 | 0,27 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,22 | 0,09 | 0,13 | 0,22 | .E..LD |
| .E..GP | 0,18 | 0,25 | 0,44 | 0,13 | 0,19 | 0,33 | 0,12 | 0,16 | 0,29 | 0,11 | 0,15 | 0,27 | 0,11 | 0,15 | 0,26 | .E..GP |
| .E..GN | 0,21 | 0,33 | 0,59 | 0,16 | 0,25 | 0,44 | 0,14 | 0,22 | 0,38 | 0,13 | 0,20 | 0,36 | 0,13 | 0,20 | 0,35 | .E..GN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,20 | 0,28 | 0,49 | 0,15 | 0,21 | 0,37 | 0,13 | 0,18 | 0,32 | 0,12 | 0,17 | 0,30 | 0,12 | 0,17 | 0,29 | .E..LD |
| .E..GP | 0,24 | 0,33 | 0,59 | 0,18 | 0,25 | 0,44 | 0,15 | 0,22 | 0,38 | 0,14 | 0,20 | 0,36 | 0,14 | 0,20 | 0,35 | .E..GP |
| .E..GN | 0,28 | 0,45 | 0,78 | 0,21 | 0,33 | 0,58 | 0,18 | 0,29 | 0,51 | 0,17 | 0,27 | 0,48 | 0,17 | 0,27 | 0,47 | .E..GN |
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | 6,00 | 2,00 | 1,00 | 0,50 |
| 12,00 | 12,00 | 8,94 | 6,63 | 4,80 |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,59 | 0,13 | 0,25 | 0,44 | 0,11 | 0,22 | 0,38 | 0,10 | 0,20 | 0,36 | 0,10 | 0,20 | 0,35 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,16 | 0,22 | 0,39 | 0,12 | 0,17 | 0,29 | 0,10 | 0,15 | 0,26 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,23 | .E..LD |
| .E..GP | 0,19 | 0,27 | 0,47 | 0,14 | 0,20 | 0,35 | 0,12 | 0,18 | 0,31 | 0,12 | 0,16 | 0,29 | 0,11 | 0,16 | 0,28 | .E..GP |
| .E..GN | 0,23 | 0,36 | 0,63 | 0,17 | 0,27 | 0,47 | 0,15 | 0,23 | 0,41 | 0,14 | 0,22 | 0,38 | 0,14 | 0,21 | 0,38 | .E..GN |
| .E..HC | 0,23 | 0,45 | 0,79 | 0,17 | 0,34 | 0,59 | 0,15 | 0,29 | 0,51 | 0,14 | 0,27 | 0,48 | 0,14 | 0,27 | 0,47 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,30 | 0,42 | 0,74 | 0,22 | 0,31 | 0,55 | 0,19 | 0,27 | 0,48 | 0,18 | 0,26 | 0,45 | 0,18 | 0,25 | 0,44 | .E..LD |
| .E..GP | 0,36 | 0,50 | 0,88 | 0,27 | 0,38 | 0,66 | 0,23 | 0,33 | 0,57 | 0,22 | 0,31 | 0,54 | 0,21 | 0,30 | 0,53 | .E..GP |
| .E..GN | 0,43 | 0,67 | 1,18 | 0,32 | 0,50 | 0,88 | 0,28 | 0,44 | 0,77 | 0,26 | 0,41 | 0,72 | 0,25 | 0,40 | 0,70 | .E..GN |
| .E..HC | 0,43 | 0,84 | 1,48 | 0,32 | 0,63 | 1,10 | 0,28 | 0,55 | 0,96 | 0,26 | 0,51 | 0,89 | 0,25 | 0,50 | 0,88 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,21 | 0,30 | 0,53 | 0,16 | 0,23 | 0,40 | 0,14 | 0,20 | 0,35 | 0,13 | 0,18 | 0,32 | 0,13 | 0,18 | 0,32 | .E..LD |
| .E..GP | 0,26 | 0,36 | 0,64 | 0,19 | 0,27 | 0,48 | 0,17 | 0,24 | 0,41 | 0,16 | 0,22 | 0,39 | 0,15 | 0,22 | 0,38 | .E..GP |
| .E..GN | 0,31 | 0,48 | 0,85 | 0,23 | 0,36 | 0,64 | 0,20 | 0,32 | 0,55 | 0,19 | 0,30 | 0,52 | 0,18 | 0,29 | 0,51 | .E..GN |
| .E..HC | 0,31 | 0,61 | 1,07 | 0,23 | 0,45 | 0,79 | 0,20 | 0,40 | 0,69 | 0,19 | 0,37 | 0,65 | 0,18 | 0,36 | 0,63 | .E..HC |
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | 8,00 | 3,00 | 1,50 | 0,75 |
| 16,00 | 16,00 | 12,49 | 9,33 | 6,76 |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,59 | 0,13 | 0,25 | 0,44 | 0,11 | 0,22 | 0,38 | 0,10 | 0,20 | 0,36 | 0,10 | 0,20 | 0,35 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,15 | 0,21 | 0,38 | 0,11 | 0,16 | 0,28 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,23 | 0,09 | 0,13 | 0,22 | .E..LD |
| .E..GP | 0,18 | 0,26 | 0,45 | 0,14 | 0,19 | 0,34 | 0,12 | 0,17 | 0,29 | 0,11 | 0,16 | 0,27 | 0,11 | 0,15 | 0,27 | .E..GP |
| .E..GN | 0,22 | 0,34 | 0,60 | 0,16 | 0,26 | 0,45 | 0,14 | 0,22 | 0,39 | 0,13 | 0,21 | 0,37 | 0,13 | 0,2 | 0,36 | .E..GN |
| .E..HC | 0,22 | 0,43 | 0,75 | 0,16 | 0,32 | 0,56 | 0,14 | 0,28 | 0,49 | 0,13 | 0,26 | 0,46 | 0,13 | 0,26 | 0,45 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,28 | 0,40 | 0,7 | 0,21 | 0,30 | 0,52 | 0,18 | 0,26 | 0,45 | 0,17 | 0,24 | 0,42 | 0,17 | 0,24 | 0,41 | .E..LD |
| .E..GP | 0,34 | 0,48 | 0,84 | 0,25 | 0,36 | 0,62 | 0,22 | 0,31 | 0,54 | 0,20 | 0,29 | 0,51 | 0,20 | 0,28 | 0,50 | .E..GP |
| .E..GN | 0,40 | 0,64 | 1,12 | 0,30 | 0,47 | 0,83 | 0,26 | 0,41 | 0,72 | 0,25 | 0,39 | 0,68 | 0,24 | 0,38 | 0,66 | .E..GN |
| .E..HC | 0,40 | 0,80 | 1,40 | 0,30 | 0,59 | 1,04 | 0,26 | 0,52 | 0,90 | 0,25 | 0,48 | 0,85 | 0,24 | 0,47 | 0,83 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,20 | 0,29 | 0,50 | 0,15 | 0,21 | 0,38 | 0,13 | 0,19 | 0,33 | 0,12 | 0,18 | 0,31 | 0,12 | 0,17 | 0,30 | .E..LD |
| .E..GP | 0,24 | 0,34 | 0,60 | 0,18 | 0,26 | 0,45 | 0,16 | 0,22 | 0,39 | 0,15 | 0,21 | 0,37 | 0,15 | 0,21 | 0,36 | .E..GP |
| .E..GN | 0,29 | 0,46 | 0,81 | 0,22 | 0,34 | 0,60 | 0,19 | 0,30 | 0,52 | 0,18 | 0,28 | 0,49 | 0,17 | 0,27 | 0,48 | .E..GN |
| .E..HC | 0,29 | 0,58 | 1,01 | 0,22 | 0,43 | 0,75 | 0,19 | 0,37 | 0,66 | 0,18 | 0,35 | 0,61 | 0,17 | 0,34 | 0,60 | .E..HC |
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | 10,00 | 3,00 | 1,50 | 0,75 |
| 20,00 | 20,00 | 14,28 | 10,54 | 7,60 |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,33 | 0,09 | 0,13 | 0,25 | 0,08 | 0,11 | 0,22 | 0,07 | 0,10 | 0,20 | 0,07 | 0,10 | 0,20 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,40 | 0,11 | 0,15 | 0,30 | 0,09 | 0,13 | 0,26 | 0,09 | 0,12 | 0,24 | 0,08 | 0,12 | 0,24 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,54 | 0,13 | 0,20 | 0,40 | 0,11 | 0,17 | 0,35 | 0,10 | 0,16 | 0,33 | 0,10 | 0,16 | 0,32 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,67 | 0,13 | 0,25 | 0,50 | 0,11 | 0,22 | 0,44 | 0,10 | 0,20 | 0,41 | 0,10 | 0,20 | 0,40 | .E..HC |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,31 | 0,44 | 0,89 | 0,23 | 0,33 | 0,66 | 0,20 | 0,29 | 0,57 | 0,19 | 0,27 | 0,54 | 0,19 | 0,26 | 0,53 | .E..LD |
| .E..GP | 0,37 | 0,53 | 1,06 | 0,28 | 0,40 | 0,79 | 0,24 | 0,34 | 0,69 | 0,23 | 0,32 | 0,64 | 0,22 | 0,32 | 0,63 | .E..GP |
| .E..GN | 0,45 | 0,71 | 1,43 | 0,33 | 0,53 | 1,06 | 0,29 | 0,46 | 0,92 | 0,27 | 0,43 | 0,86 | 0,27 | 0,42 | 0,84 | .E..GN |
| .E..HC | 0,45 | 0,89 | 1,79 | 0,33 | 0,66 | 1,32 | 0,29 | 0,57 | 1,15 | 0,27 | 0,54 | 1,07 | 0,27 | 0,53 | 1,05 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,17 | 0,23 | 0,47 | 0,12 | 0,18 | 0,35 | 0,11 | 0,15 | 0,31 | 0,10 | 0,14 | 0,29 | 0,10 | 0,14 | 0,28 | .E..LD |
| .E..GP | 0,20 | 0,28 | 0,56 | 0,15 | 0,21 | 0,42 | 0,13 | 0,18 | 0,37 | 0,12 | 0,17 | 0,34 | 0,12 | 0,17 | 0,34 | .E..GP |
| .E..GN | 0,24 | 0,37 | 0,75 | 0,18 | 0,28 | 0,56 | 0,16 | 0,24 | 0,49 | 0,15 | 0,23 | 0,46 | 0,14 | 0,22 | 0,45 | .E..GN |
| .E..HC | 0,24 | 0,47 | 0,94 | 0,18 | 0,35 | 0,70 | 0,16 | 0,31 | 0,61 | 0,15 | 0,29 | 0,57 | 0,14 | 0,28 | 0,56 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,22 | 0,32 | 0,64 | 0,17 | 0,24 | 0,48 | 0,15 | 0,21 | 0,41 | 0,14 | 0,19 | 0,39 | 0,13 | 0,19 | 0,38 | .E..LD |
| .E..GP | 0,27 | 0,38 | 0,77 | 0,20 | 0,29 | 0,57 | 0,18 | 0,25 | 0,50 | 0,16 | 0,23 | 0,47 | 0,16 | 0,23 | 0,46 | .E..GP |
| .E..GN | 0,32 | 0,51 | 1,02 | 0,24 | 0,38 | 0,76 | 0,21 | 0,33 | 0,66 | 0,20 | 0,31 | 0,62 | 0,19 | 0,30 | 0,61 | .E..GN |
| .E..HC | 0,32 | 0,64 | 1,28 | 0,24 | 0,48 | 0,95 | 0,21 | 0,41 | 0,83 | 0,20 | 0,39 | 0,78 | 0,19 | 0,38 | 0,76 | .E..HC |
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | 12,50 | 5,00 | 2,00 | 1,00 |
| 25,00 | 25,00 | 20,00 | 13,56 | 9,80 |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,59 | 0,13 | 0,25 | 0,44 | 0,11 | 0,22 | 0,38 | 0,10 | 0,20 | 0,36 | 0,10 | 0,20 | 0,35 | .E..HC |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,15 | 0,21 | 0,37 | 0,11 | 0,16 | 0,27 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,22 | 0,09 | 0,13 | 0,22 | .E..LD |
| .E..GP | 0,18 | 0,25 | 0,44 | 0,13 | 0,19 | 0,33 | 0,12 | 0,16 | 0,29 | 0,11 | 0,15 | 0,27 | 0,11 | 0,15 | 0,26 | .E..GP |
| .E..GN | 0,21 | 0,33 | 0,59 | 0,16 | 0,25 | 0,44 | 0,14 | 0,22 | 0,38 | 0,13 | 0,20 | 0,36 | 0,13 | 0,20 | 0,35 | .E..GN |
| .E..HC | 0,21 | 0,42 | 0,73 | 0,16 | 0,31 | 0,55 | 0,14 | 0,27 | 0,48 | 0,13 | 0,26 | 0,45 | 0,13 | 0,25 | 0,44 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,22 | 0,31 | 0,54 | 0,16 | 0,23 | 0,40 | 0,14 | 0,20 | 0,35 | 0,13 | 0,19 | 0,33 | 0,13 | 0,18 | 0,32 | .E..LD |
| .E..GP | 0,26 | 0,37 | 0,65 | 0,20 | 0,28 | 0,48 | 0,17 | 0,24 | 0,42 | 0,16 | 0,23 | 0,40 | 0,16 | 0,22 | 0,39 | .E..GP |
| .E..GN | 0,31 | 0,49 | 0,87 | 0,23 | 0,37 | 0,65 | 0,20 | 0,32 | 0,56 | 0,19 | 0,30 | 0,53 | 0,19 | 0,29 | 0,52 | .E..GN |
| .E..HC | 0,31 | 0,62 | 1,09 | 0,23 | 0,46 | 0,81 | 0,20 | 0,40 | 0,70 | 0,19 | 0,38 | 0,66 | 0,19 | 0,37 | 0,65 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,30 | 0,43 | 0,75 | 0,23 | 0,32 | 0,56 | 0,20 | 0,28 | 0,49 | 0,18 | 0,26 | 0,46 | 0,18 | 0,26 | 0,45 | .E..LD |
| .E..GP | 0,36 | 0,51 | 0,90 | 0,27 | 0,38 | 0,67 | 0,24 | 0,33 | 0,59 | 0,22 | 0,31 | 0,55 | 0,22 | 0,31 | 0,54 | .E..GP |
| .E..GN | 0,43 | 0,69 | 1,21 | 0,32 | 0,51 | 0,90 | 0,28 | 0,45 | 0,78 | 0,26 | 0,42 | 0,73 | 0,26 | 0,41 | 0,71 | .E..GN |
| .E..HC | 0,43 | 0,86 | 1,51 | 0,32 | 0,64 | 1,12 | 0,28 | 0,56 | 0,98 | 0,26 | 0,52 | 0,91 | 0,26 | 0,51 | 0,89 | .E..HC |
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | 16,00 | 5,00 | 2,00 | 1,00 |
| 32,00 | 32,00 | 23,24 | 15,49 | 11,14 |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,59 | 0,13 | 0,25 | 0,44 | 0,11 | 0,22 | 0,38 | 0,10 | 0,20 | 0,36 | 0,10 | 0,20 | 0,35 | .E..HC |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,34 | 0,48 | 0,85 | 0,25 | 0,36 | 0,63 | 0,22 | 0,31 | 0,55 | 0,21 | 0,29 | 0,51 | 0,20 | 0,29 | 0,50 | .E..LD |
| .E..GP | 0,41 | 0,58 | 1,02 | 0,31 | 0,43 | 0,76 | 0,27 | 0,38 | 0,66 | 0,25 | 0,35 | 0,62 | 0,24 | 0,34 | 0,60 | .E..GP |
| .E..GN | 0,49 | 0,77 | 1,36 | 0,37 | 0,58 | 1,01 | 0,32 | 0,50 | 0,88 | 0,30 | 0,47 | 0,82 | 0,29 | 0,46 | 0,80 | .E..GN |
| .E..HC | 0,49 | 0,97 | 1,71 | 0,37 | 0,72 | 1,26 | 0,32 | 0,63 | 1,10 | 0,30 | 0,59 | 1,03 | 0,29 | 0,57 | 1,01 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,16 | 0,23 | 0,40 | 0,12 | 0,17 | 0,30 | 0,11 | 0,15 | 0,26 | 0,10 | 0,14 | 0,25 | 0,10 | 0,14 | 0,24 | .E..LD |
| .E..GP | 0,20 | 0,28 | 0,48 | 0,15 | 0,21 | 0,36 | 0,13 | 0,18 | 0,32 | 0,12 | 0,17 | 0,30 | 0,12 | 0,17 | 0,29 | .E..GP |
| .E..GN | 0,23 | 0,37 | 0,65 | 0,18 | 0,28 | 0,48 | 0,15 | 0,24 | 0,42 | 0,14 | 0,22 | 0,39 | 0,14 | 0,22 | 0,39 | .E..GN |
| .E..HC | 0,23 | 0,46 | 0,81 | 0,18 | 0,34 | 0,60 | 0,15 | 0,30 | 0,53 | 0,14 | 0,28 | 0,49 | 0,14 | 0,28 | 0,48 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Insert | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,24 | 0,35 | 0,61 | 0,18 | 0,26 | 0,45 | 0,16 | 0,23 | 0,39 | 0,15 | 0,21 | 0,37 | 0,15 | 0,21 | 0,36 | .E..LD |
| .E..GP | 0,29 | 0,41 | 0,73 | 0,22 | 0,31 | 0,54 | 0,19 | 0,27 | 0,47 | 0,18 | 0,25 | 0,44 | 0,18 | 0,25 | 0,43 | .E..GP |
| .E..GN | 0,35 | 0,55 | 0,97 | 0,26 | 0,41 | 0,73 | 0,23 | 0,36 | 0,63 | 0,21 | 0,34 | 0,59 | 0,21 | 0,33 | 0,58 | .E..GN |
| .E..HC | 0,35 | 0,69 | 1,22 | 0,26 | 0,52 | 0,91 | 0,23 | 0,45 | 0,79 | 0,21 | 0,42 | 0,74 | 0,21 | 0,41 | 0,72 | .E..HC |
| Malzeme grubu | K115M | KC505M | KC515M | KC530M | |||||||||
| P | 1 | – | – | – | – | – | – | 330 | 295 | 255 | 275 | 240 | 200 |
| 2 | – | – | – | – | – | – | 310 | 275 | 240 | 240 | 200 | 165 | |
| 3 | – | – | – | – | – | – | 275 | 240 | 200 | 200 | 185 | 165 | |
| 4 | – | – | – | 360 | 260 | 215 | 240 | 200 | 165 | 185 | 165 | 145 | |
| 5 | – | – | – | 360 | 260 | 215 | 200 | 165 | 130 | 165 | 145 | 130 | |
| 6 | – | – | – | 350 | 240 | 190 | 165 | 130 | 110 | 130 | 110 | 90 | |
| M | 1 | – | – | – | – | – | – | 330 | 275 | 240 | 275 | 220 | 185 |
| 2 | – | – | – | – | – | – | 275 | 220 | 165 | 185 | 145 | 130 | |
| 3 | – | – | – | – | – | – | 220 | 185 | 145 | 145 | 130 | 110 | |
| K | 1 | 220 | 185 | 145 | – | – | – | 440 | 330 | 220 | – | – | – |
| 2 | 185 | 145 | 110 | – | – | – | 330 | 255 | 185 | – | – | – | |
| 3 | 110 | 90 | 75 | – | – | – | 145 | 110 | 75 | – | – | – | |
| N | 1–2 | 440 | 330 | 220 | – | – | – | – | – | – | – | – | – |
| 3 | 295 | 220 | 185 | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | 90 | 70 | 50 | – | – | – | 90 | 70 | 50 | 80 | 60 | 50 | |
| H | 1 | – | – | – | 260 | 205 | 170 | 170 | 120 | 95 | – | – | – |
I have read and accepted the Terms & Conditions of use










ISO Catalog
ANSI Catalog
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Catalog | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?