Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Sign Out
Item(s) successfully added to cart
View Cart
View Cart
Take your shop to the next level. See Promotions
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Metalworking Tools
- /
- Milling
- /
- Solid Carbide End Milling
- /
- High-Performance Solid Carbide End Mills
- /
- HARVI™ III HP Solid Carbide End Mills
- /
- HARVI™ III • Ball Nose • 6 Flutes • Necked • Plain Shank • Inch
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

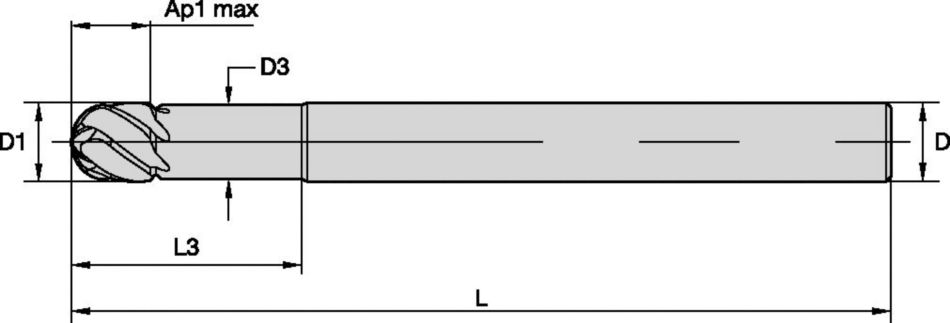
HARVI™ III • Ball Nose • 6 Flutes • Necked • Plain Shank • Inch
HARVI™ III Solid Carbide End Mill for 3D Profiling with Highest Productivity
Features and benefits
- Versatile solid carbide end mill for steels, stainless steel, and high-temperature alloys.
- HARVI™ III solid carbide end mills cover a variety of operations.
- HARVI™ III solid carbide end mills feature unequal flute spacing for chatter-free machining at highest feed rates.
- Eccentric relief grind for higher edge stability and higher feed rates.
- Centre cutting for plunging and ramping operations.
Uses and application
Ball Nose Trochoidal Milling
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Tool Dimensions: Flute Configuration: 6
Helix Angle: 38°
| Parmak freze toleransları | |||
| D1 | Tolerans | D | Tolerans h6 + / - |
| All | +.000/- .002" | ≤1/8" | +0/-.00024" |
| +0/-.00031" | |||
| +0/-.00035" | |||
| +0/-.00043" | |||
| 0/.00051" | |||
HARVI III • UJBE • Ball Nose • Unequal Flute Spacing • Roughing
| Malzeme grubu |  | KCSM15A | Recommended feed per tooth (IPT = inch/th) for side milling. | |||||||||||||||
| Kesme hızı | D1 | |||||||||||||||||
| frac. | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 5/8 | 3/4 | 1 | 1 1/4 | |||||||
| ap | ae | min | max | dec. | .1250 | .1875 | .2500 | .3125 | .3750 | .4375 | .5000 | .6250 | .7500 | 1.0000 | 1.2500 | |||
| P | 0 | Ap max | 0.4 x D | 490 | 660 | IPT | 0.0009 | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0034 | 0.0039 | 0.0044 | 0.0049 | 0.0049 | |
| 1 | Ap max | 0.4 x D | 490 | 660 | IPT | 0.0009 | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0034 | 0.0039 | 0.0044 | 0.0049 | 0.0049 | ||
| 2 | Ap max | 0.4 x D | 460 | 620 | IPT | 0.0009 | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0034 | 0.0039 | 0.0044 | 0.0049 | 0.0049 | ||
| 3 | Ap max | 0.4 x D | 390 | 520 | IPT | 0.0007 | 0.0011 | 0.0015 | 0.0020 | 0.0023 | 0.0026 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 | ||
| 4 | Ap max | 0.4 x D | 300 | 490 | IPT | 0.0007 | 0.0010 | 0.0014 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0034 | 0.0039 | 0.0040 | ||
| 5 | Ap max | 0.4 x D | 200 | 330 | IPT | 0.0006 | 0.0009 | 0.0012 | 0.0016 | 0.0018 | 0.0021 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | 0.0039 | ||
| 6 | Ap max | 0.4 x D | 160 | 250 | IPT | 0.0005 | 0.0008 | 0.0010 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0029 | ||
| M | 1 | Ap max | 0.4 x D | 300 | 380 | IPT | 0.0007 | 0.0011 | 0.0015 | 0.0020 | 0.0023 | 0.0026 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 | |
| 2 | Ap max | 0.4 x D | 200 | 260 | IPT | 0.0006 | 0.0009 | 0.0012 | 0.0016 | 0.0018 | 0.0021 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | 0.0039 | ||
| 3 | Ap max | 0.4 x D | 200 | 230 | IPT | 0.0005 | 0.0008 | 0.0010 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0029 | ||
| S | 1 | Ap max | 0.4 x D | 160 | 300 | IPT | 0.0007 | 0.0011 | 0.0015 | 0.0020 | 0.0023 | 0.0026 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 | |
| 2 | Ap max | 0.4 x D | 80 | 160 | IPT | 0.0004 | 0.0006 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | 0.0026 | ||
| 3 | Ap max | 0.4 x D | 80 | 130 | IPT | 0.0004 | 0.0006 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | 0.0026 | ||
| 4 | Ap max | 0.4 x D | 160 | 200 | IPT | 0.0005 | 0.0008 | 0.0011 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0028 | 0.0033 | 0.0036 | ||
| H | 1 | Ap max | 0.4 x D | 260 | 460 | IPT | 0.0007 | 0.0010 | 0.0014 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0034 | 0.0039 | 0.0040 | |
HARVI III • UJBE • Ball Nose • Unequal Flute Spacing • Roughing
| Malzeme grubu | | KCSM15A | Recommended feed per tooth (IPT = inch/th) for side milling. | |||||||||||||||
| Kesme hızı | D1 | |||||||||||||||||
| frac. | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 5/8 | 3/4 | 1 | 1 1/4 | |||||||
| ap | ae | min | max | dec. | .1250 | .1875 | .2500 | .3125 | .3750 | .4375 | .5000 | .6250 | .7500 | 1.0000 | 1.2500 | |||
| P | 0 | Ap max | 0.06 x D | 940 | 1250 | IPT | 0.0011 | 0.0016 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0041 | 0.0047 | 0.0053 | 0.0059 | 0.0059 | |
| 1 | Ap max | 0.06 x D | 940 | 1250 | IPT | 0.0011 | 0.0016 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0041 | 0.0047 | 0.0053 | 0.0059 | 0.0059 | ||
| 2 | Ap max | 0.06 x D | 870 | 1180 | IPT | 0.0011 | 0.0016 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0041 | 0.0047 | 0.0053 | 0.0059 | 0.0059 | ||
| 3 | Ap max | 0.06 x D | 750 | 1000 | IPT | 0.0009 | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0035 | 0.0041 | 0.0046 | 0.0054 | 0.0058 | ||
| 4 | Ap max | 0.06 x D | 560 | 940 | IPT | 0.0008 | 0.0012 | 0.0017 | 0.0021 | 0.0025 | 0.0028 | 0.0031 | 0.0036 | 0.0040 | 0.0046 | 0.0048 | ||
| 5 | Ap max | 0.06 x D | 370 | 620 | IPT | 0.0007 | 0.0011 | 0.0015 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | 0.0047 | ||
| 6 | Ap max | 0.06 x D | 310 | 470 | IPT | 0.0006 | 0.0009 | 0.0012 | 0.0016 | 0.0018 | 0.0021 | 0.0023 | 0.0027 | 0.0030 | 0.0034 | 0.0035 | ||
| M | 1 | Ap max | 0.06 x D | 560 | 720 | IPT | 0.0009 | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0035 | 0.0041 | 0.0046 | 0.0054 | 0.0058 | |
| 2 | Ap max | 0.06 x D | 370 | 500 | IPT | 0.0007 | 0.0011 | 0.0015 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | 0.0047 | ||
| 3 | Ap max | 0.06 x D | 370 | 440 | IPT | 0.0006 | 0.0009 | 0.0012 | 0.0016 | 0.0018 | 0.0021 | 0.0023 | 0.0027 | 0.0030 | 0.0034 | 0.0035 | ||
| S | 1 | Ap max | 0.06 x D | 310 | 560 | IPT | 0.0009 | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0035 | 0.0041 | 0.0046 | 0.0054 | 0.0058 | |
| 2 | Ap max | 0.06 x D | 160 | 310 | IPT | 0.0005 | 0.0007 | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0018 | 0.0022 | 0.0025 | 0.0029 | 0.0032 | ||
| 3 | Ap max | 0.06 x D | 160 | 250 | IPT | 0.0005 | 0.0007 | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0018 | 0.0022 | 0.0025 | 0.0029 | 0.0032 | ||
| 4 | Ap max | 0.06 x D | 310 | 370 | IPT | 0.0006 | 0.0009 | 0.0013 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | ||
| H | 1 | Ap max | 0.06 x D | 500 | 870 | IPT | 0.0008 | 0.0012 | 0.0017 | 0.0021 | 0.0025 | 0.0028 | 0.0031 | 0.0036 | 0.0040 | 0.0046 | 0.0048 | |