Selecting the Right Carbide Insert
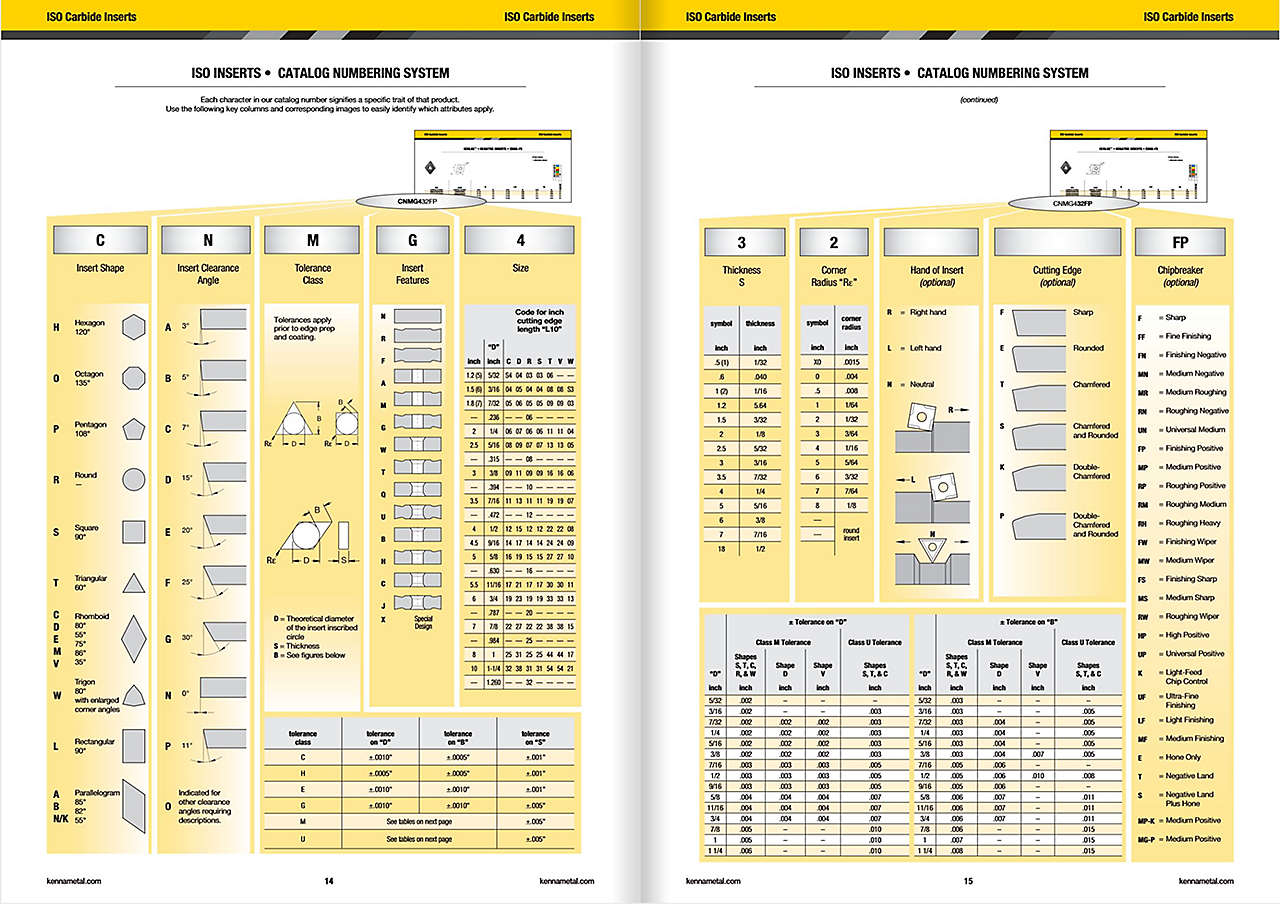
Last but not least is the whole topic of insert nomenclature. It’s a deep subject, one filled with exceptions and cutting tool-specific rules. Regardless, most manufacturers follow the ANSI or ISO tool identification system (and sometimes both). We won’t get into the details here except to say that it uses an alphanumeric code to specifies an insert’s shape (round, square, triangular, etc.), clearance angle (neutral to positive), tolerance (some inserts are pressed to size, while others are ground), the size of the locating hole (if any) and clamping method, its size and thickness, corner radii, and various other defining features (see the chart above for an example).
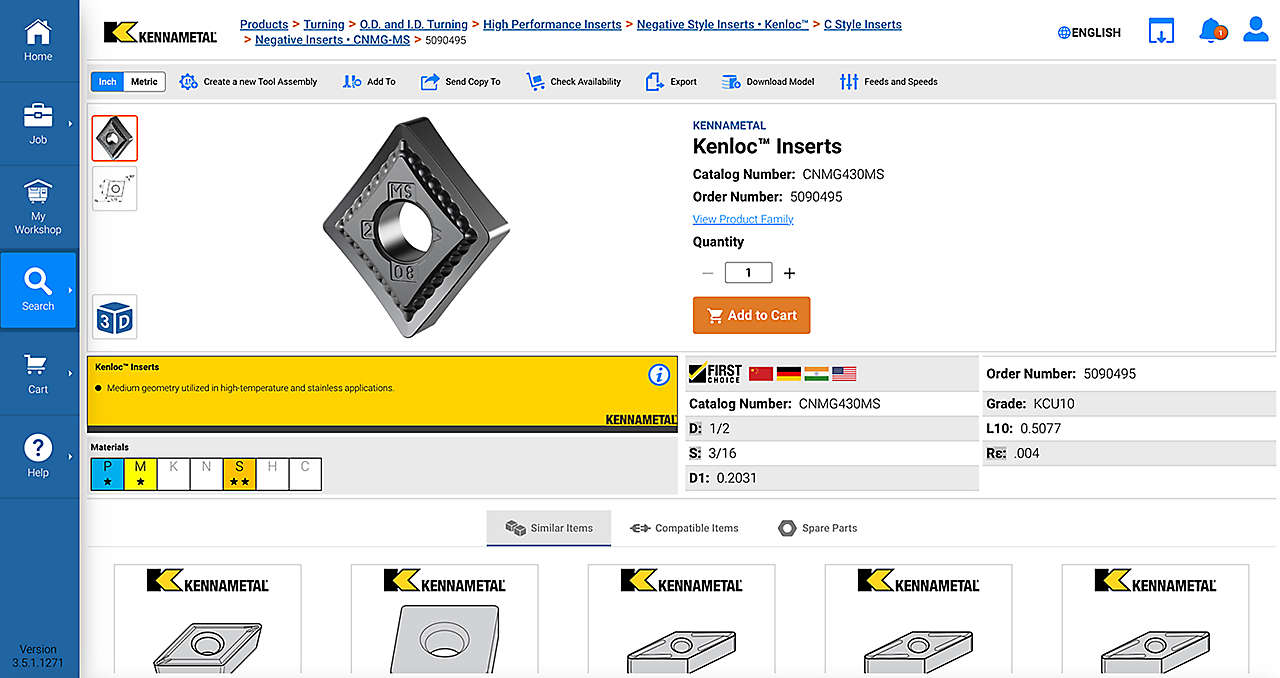
Complex naming systems aside, however, choosing the right insert for your machining application isn’t as difficult as it might appear. That’s because cutting tool manufacturers have developed online tool advisors that walk machinists and programmers through the tool selection process. For example, Kennametal’s NOVO prompts users to answer questions about the metal removal process (milling, turning, or holemaking), the machine tool that will be used, workpiece material and removal amount, and expected depths of cut. It then generates a machining strategy along with insert and toolholder suggestions, ordering information, product availability, feed and speed recommendations, and more.
Long story short, carbide insert selection is much easier than it once was, even though the number of cutting tool options has grown exponentially since the days of brazed carbide and HSS tool bits. Download a catalog, log in to NOVO, or give your local cutting tool representative a call. You’ll be making chips in no time.