
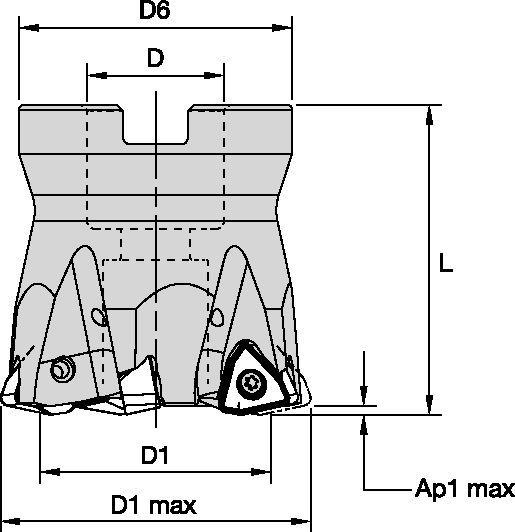
KF2X Planfräser 90° • WOEJ09... • Metrisch
Aufsteckfräser • WOEJ09...
Features and benefits
- Enorme Steigerung des Zerspanungsvolumens unter Verwendung der aktuellsten Frässtrategien.
- Entwickelt für einen Vorschub pro Zahn von bis zu 2,5 mm.
- Ideal geeignet zum Taschenfräsen, Schräg-Eintauchfräsen und zur spiralförmigen Interpolation, sowie zum Z-Achsen-Tauchfräsen.
- Erste Wahl für tiefe Hohlräume oder ab 3 x D.
Uses and application
Planfräsen
Spiralförmiges Interpolieren
Tauchfräsen
Schräg-Eintauchfräsen Ins Volle
Nutenfräsen: Kugelkopf / Vollradius
Umfangfräsen/Schulterfräsen: Kugelkopf / Vollradius
3D-Profilfräsen/Kopierfräsen
Fräsen – Innere Kühlmittelzuführung
Fräsen – Eckfräsen
Auskammern
