Product Similar To: [Product Name]

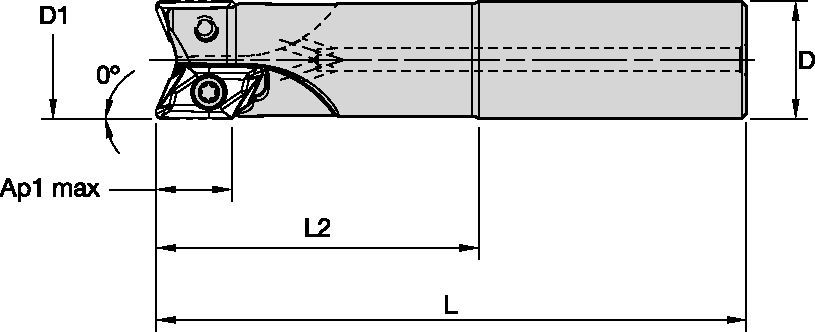
5720 Series • End Mill • Cylindrical Shank • Metric
Shoulder milling cutter for high-speed aluminum machining.
Features and benefits
- For pocketing and profiling in aluminum and aluminum alloys.
- Maximum stability in high-speed applications.
- Excellent choice for components with thin walls due to low cutting pressure.
- Internal coolant supply.
- Reinforced pockets for high feed applications and ramping, increasing tool and productivity.
Uses and application
Spiral Circular
Slotting: Shoulder Profiling
Face Milling
Helical Milling
Ramping: Blank
Shank - Cylindrical Plain
Milling - Through Coolant
Pocketing
Counter Boring
Inclined Square End Mill
