Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Sign Out
Item(s) successfully added to cart
View Cart
View Cart
Take your shop to the next level. See Promotions
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Metalworking Tools
- /
- Milling
- /
- Indexable Milling
- /
- High-Feed Series
- /
- KSSM • High-Feed • Beyond BLAST™
- /
- Inserts for Beyond BLAST™ KSSM™ 45° • High-Feed • SECX-SN GN
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
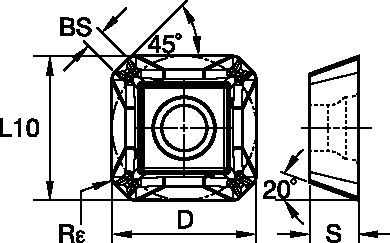
Inserts for Beyond BLAST™ KSSM™ 45° • High-Feed • SECX-SN GN
Indexable Inserts • BB KSSM 45°
Features and benefits
- First choice for heavy machining.
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..NGD2 | KC725M | .E..NGN | KC725M | .S..NGN | KC725M |
| H1 | – | – | – | – | – | – |
Recommended Starting Feeds [mm]
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..NGD2 | 0,88 | 1,70 | 2,85 | 0,65 | 1,26 | 2,09 | 0,57 | 1,10 | 1,82 | 0,53 | 1,02 | 1,69 | 0,52 | 1,00 | 1,66 | .E..NGD2 |
| .E..NGN | 0,88 | 1,70 | 2,85 | 0,65 | 1,26 | 2,09 | 0,57 | 1,10 | 1,82 | 0,53 | 1,02 | 1,69 | 0,52 | 1,00 | 1,66 | .E..NGN |
| .S..NGN | 1,04 | 2,03 | 3,41 | 0,78 | 1,50 | 2,49 | 0,68 | 1,30 | 2,16 | 0,63 | 1,22 | 2,01 | 0,62 | 1,19 | 1,97 | .S..NGN |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Recommended Starting Feeds [IPT]
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..NGD2 | .035 | .071 | .129 | .026 | .050 | .085 | .022 | .043 | .072 | .021 | .040 | .066 | .020 | .039 | .065 | .E..NGD2 |
| .E..NGN | .035 | .071 | .129 | .026 | .050 | .085 | .022 | .043 | .072 | .021 | .040 | .066 | .020 | .039 | .065 | .E..NGN |
| .S..NGN | .043 | .087 | .165 | .031 | .061 | .103 | .027 | .052 | .086 | .025 | .048 | .080 | .024 | .047 | .078 | .S..NGN |
Recommended Starting Speeds [m/min]
| Malzeme grubu | KC725M | |||
| P | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| 5 | – | – | – | |
| 6 | – | – | – | |
| M | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| K | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| N | 1 | – | – | – |
| 2 | – | – | – | |
| S | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | 75 | 55 | 35 | |
| H | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
Recommended Starting Speeds [SFM]
| Malzeme grubu | KC725M | |||
| P | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| 5 | – | – | – | |
| 6 | – | – | – | |
| M | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| K | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| N | 1 | – | – | – |
| 2 | – | – | – | |
| S | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | 240 | 180 | 120 | |
| H | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
General Programming Information
| kesme çapı | maksimum rampalama | Ap1 maks | minumum delik çapı (DH) | maksimum tabanı-düz delik çapı (DH1) | düz tabansız maksimum çap |
| 50mm | 2.11° | 1,65 | 96,34 | 78,02 | 100 |
| 52mm | 1.97° | 1,65 | 100,34 | 82,02 | 104 |
| 63mm | 1.46° | 1,65 | 122,34 | 104,02 | 126 |
| 66mm | 1.37° | 1,65 | 128,34 | 110,02 | 132 |
| 80mm | 1.04° | 1,65 | 156,34 | 138,02 | 160 |
| 100mm | 0.78° | 1,65 | 196,34 | 178,02 | 200 |
| 125mm | 0.59° | 1,65 | 246,34 | 228,02 | 250 |
| Rt | Wt | t |
| 4,1 | 11,0 | 1,3 |
| cutter diameter | max ramping | Ap1 max | min hole diameter (DH) | min flat-bottom hole diameter (DH1) | max hole diameter no flat bottom |
| 2.0" | 2.05° | .065" | 3.856" | 3.134" | 4.0" |
| 2.5" | 1.45° | .065" | 4.856" | 4.134" | 5.0" |
| 3.0" | 1.11° | .065" | 5.856" | 5.134" | 6.0" |
| 4.0" | 0.76° | .065" | 7.856" | 7.134" | 8.0" |
| 5.0" | 0.58° | .065" | 9.856" | 9.134" | 10.0" |
| Rt | Wt | t |
| .161 | .433 | .051 |