Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Sign Out
Item(s) successfully added to cart
View Cart
View Cart
Take your shop to the next level. See Promotions
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Metalworking Tools
- /
- Milling
- /
- Indexable Milling
- /
- Ceramic Mills
- /
- Ceramic Mills • RN
- /
- KCRA • RN
- /
- KCRA - RN • Cylindrical End Mills • Inch
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

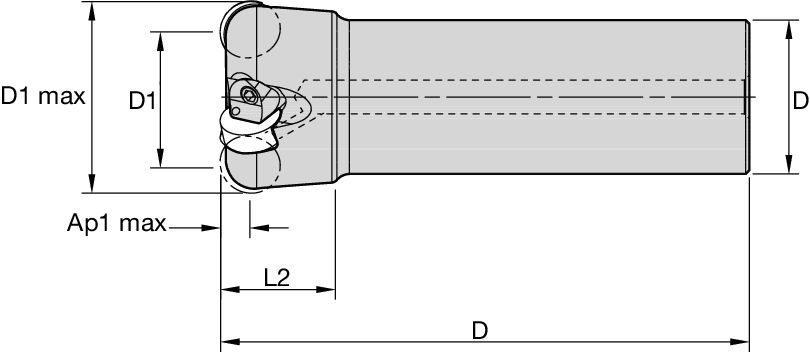
KCRA - RN • Cylindrical End Mills • Inch
Cylindrical End Mills
Features and benefits
- First choice for face and shoulder milling high-temperature alloys.
- Higher material removal rate due to fine pitch cutters.
- Secure clamping system, improving process stability and reliability.
- Effective air coolant feature. Better chip flow and increased insert tool life.
Uses and application
Milling - Pressurized Air Coolant
Face Milling
Side Milling/Shoulder Milling: Ball Nose
Shank - Cylindrical Plain
| Material Group | Light | General | Heavy | |||
| – | (Light geometry) | – | (Strong geometry) | |||
| – | wear |  | toughness | |||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | .EGN | KYS30 | .EGN | KYS30 | .TGN | KYS30 |
| S3 | .EGN | KYSP30 | .EGN | KYSP30 | .TGN | KYSP30 |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | .003 | .004 | .005 | .003 | .003 | .003 | .002 | .002 | .003 | .002 | .002 | .003 | .002 | .002 | .003 | .EGN |
| .TGN | .005 | .007 | .008 | .004 | .005 | .006 | .003 | .004 | .005 | .003 | .004 | .005 | .003 | .004 | .005 | .TGN |
| Light | General | Heavy |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | .004 | .004 | .005 | .003 | .003 | .004 | .003 | .003 | .003 | .002 | .003 | .003 | .002 | .003 | .003 | .EGN |
| .TGN | .006 | .008 | .009 | .004 | .006 | .007 | .004 | .005 | .006 | .004 | .005 | .005 | .003 | .005 | .005 | .TGN |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | .007 | .008 | .009 | .005 | .006 | .007 | .005 | .005 | .006 | .004 | .005 | .006 | .004 | .005 | .006 | .EGN |
| .TGN | .010 | .014 | .016 | .008 | .010 | .012 | .007 | .009 | .010 | .006 | .008 | .010 | .006 | .008 | .010 | .TGN |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | .005 | .006 | .007 | .004 | .004 | .005 | .003 | .004 | .004 | .003 | .003 | .004 | .003 | .003 | .004 | .EGN |
| .TGN | .008 | .010 | .012 | .006 | .008 | .009 | .005 | .007 | .008 | .005 | .006 | .007 | .005 | .006 | .007 | .TGN |
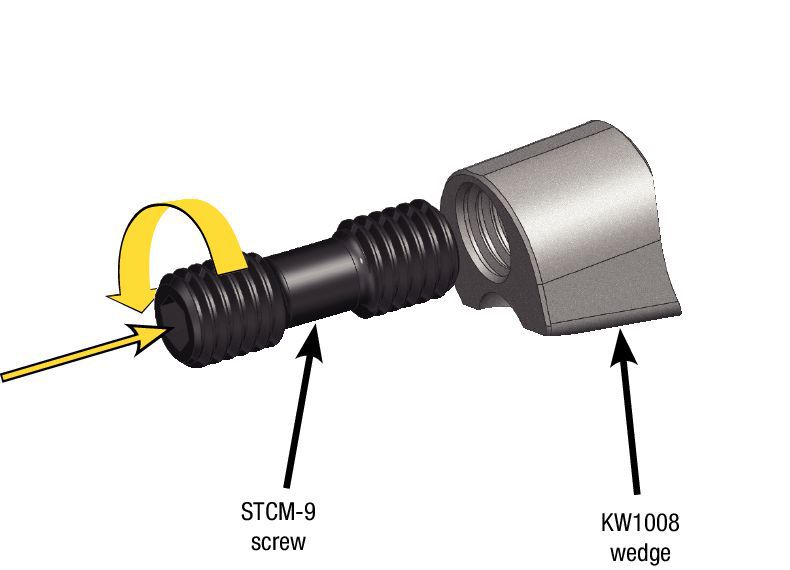
Insert Assembly Guide
| Safety Notes | |||||
 |  |  |  |  |  |
| Read all instructions carefully | Wear eye protection | Inspect and tighten fasteners regularly | Warning: Cutting hazard | Warning: Hot surfaces | Do not exceed maximum RPM |
| Assembly Instructions | |
| Assemble STCM-25 screw to KW1008 wedge, 1 to 1 1/2 turns. | Wedge/screw assembly. |
 |  |
| Install wedge/screw assembly into cutter body, but maintain assembly gap for installing insert. | Slide insert, RNGN12... into pocket and torque wedge/insert assembly to 3,5 Nm (31 in/lbs). Repeat for each pocket. |
 |  |
Recommended Starting Speeds [SFM]
| Material Group | KYS30 | KYSP30 | |||||
| P | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| K | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| S | 1 | 2640 | 2160 | 1680 | 2640 | 2160 | 1680 |
| 2 | 2640 | 2160 | 1680 | 2640 | 2160 | 1680 | |
| 3 | 3840 | 3120 | 2400 | 3840 | 3120 | 2400 | |
| 4 | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |