Product Similar To: [Product Name]

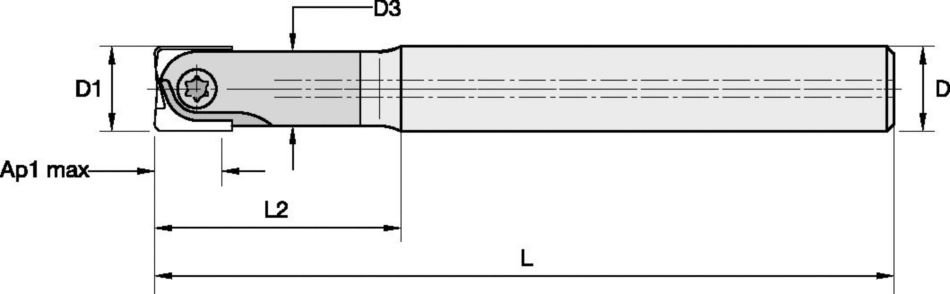
KDMT Flat Bottom and Back Draft Finishing End Mill • Necked End Mills • Cylindrical Shank • Carbide • Inch
Flat-Bottom and Back-Draft Finishing End Mills
Features and benefits
- Cutting diameter ranges from .500–1.000".
- High precision and runout accuracy.
- Can be used with the heat shrink technology, h6 shank tolerance.
- Suitable for roughing and finishing operations.
- Works with toroidal and high-feed inserts.
Uses and application
Ramping: Blank
Slotting: Ball Nose
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Shank - Cylindrical Plain
Milling - Through Coolant
Pocketing
