Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Sign Out
Item(s) successfully added to cart
View Cart
View Cart
Take your shop to the next level. See Promotions
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Metalworking Tools
- /
- Milling
- /
- Indexable Milling
- /
- Copy Mills
- /
- KSRM™ • Daisy Series
- /
- KSRM™ • Daisy IC16
- /
- KSRM™ • Daisy IC16 • KSRM™ RP.T1605 • Screw-On End Mills • Metric
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

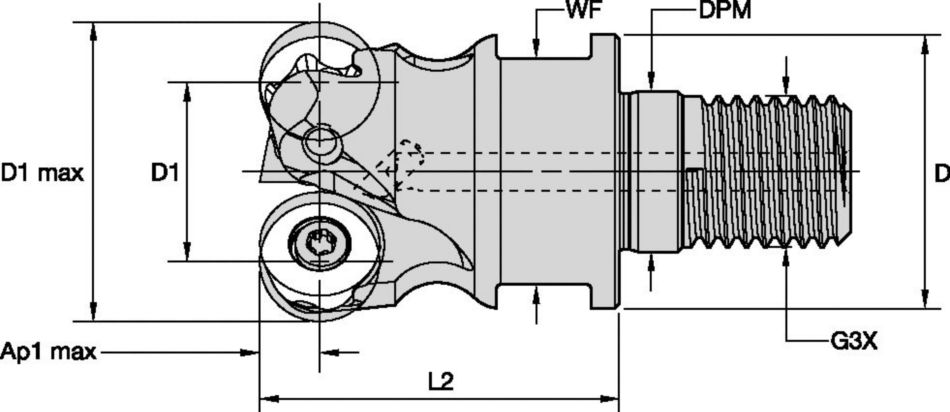
KSRM™ • Daisy IC16 • KSRM™ RP.T1605 • Screw-On End Mills • Metric
Screw-On End Mills
Features and benefits
- Engineered for titanium and stainless steel machining.
- Anti-rotation components feature eight indexable positions.
- Pocketing, ramping, plunging, and helical interpolation capabilities.
Uses and application
Helical Milling
Ramping: Blank
Slotting: Ball Nose
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Shank - Screw-On
Milling - Through Coolant
Pocketing
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | .E..LE | KCPK30 | .S..GE | KCPK30 | .S..HP | KCPM40 |
| P3–P4 | .E..LE | KCPK30 | .S..GE | KCPK30 | .S..HP | KCPM40 |
| P5–P6 | .E..LEJ | KC725M | .S..GEJ | KC725M | .S..HP | KC725M |
| M1–M2 | .E..LEJ | KC522M | .S..GEJ | KC522M | .S..HP | KC725M |
| M3 | .E..LEJ | KC725M | .S..GEJ | KC725M | .S..HP | KCPM40 |
| K1–K2 | – | – | – | – | – | – |
| K3 | .E..LE | KCPK30 | .S..GE | KCPK30 | .S..HP | KCPK30 |
| N1–N2 | .E..LEJ | KC422M | .E..LEJ | KC422M | .E..LEJ | KC422M |
| N3 | – | – | – | – | – | – |
| S1–S2 | .E..LEJ | KC725M | .S..GEJ | KC725M | .S..HP | KC725M |
| S3 | .E..LEJ | KC725M | .S..GEJ | KC725M | .S..HP | KCPM40 |
| S4 | .E..LEJ | KC522M | .S..GEJ | KC522M | .S..HP | KC725M |
| H1 | – | – | – | – | – | – |
At 8,00 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..LEJ | 0,12 | 0,49 | 0,81 | 0,08 | 0,35 | 0,58 | 0,06 | 0,26 | 0,43 | 0,06 | 0,23 | 0,38 | 0,05 | 0,21 | 0,35 | .E..LEJ |
| .E..LE | 0,12 | 0,49 | 0,81 | 0,08 | 0,35 | 0,58 | 0,06 | 0,26 | 0,43 | 0,06 | 0,23 | 0,38 | 0,05 | 0,21 | 0,35 | .E..LE |
| .S..GEJ | 0,23 | 0,53 | 0,88 | 0,17 | 0,38 | 0,63 | 0,13 | 0,29 | 0,47 | 0,11 | 0,25 | 0,41 | 0,10 | 0,23 | 0,38 | .S..GEJ |
| .S..GE | 0,23 | 0,53 | 0,88 | 0,17 | 0,38 | 0,63 | 0,13 | 0,29 | 0,47 | 0,11 | 0,25 | 0,41 | 0,10 | 0,23 | 0,38 | .S..GE |
| .S..HP | 0,23 | 0,59 | 0,95 | 0,17 | 0,43 | 0,68 | 0,13 | 0,32 | 0,51 | 0,11 | 0,28 | 0,44 | 0,10 | 0,25 | 0,41 | .S..HP |
At 2,50 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At 1,50 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..LEJ | 0,16 | 0,67 | 1,12 | 0,12 | 0,49 | 0,80 | 0,09 | 0,36 | 0,60 | 0,08 | 0,32 | 0,52 | 0,07 | 0,29 | 0,48 | .E..LEJ |
| .E..LE | 0,16 | 0,67 | 1,12 | 0,12 | 0,49 | 0,80 | 0,09 | 0,36 | 0,60 | 0,08 | 0,32 | 0,52 | 0,07 | 0,29 | 0,48 | .E..LE |
| .S..GEJ | 0,32 | 0,73 | 1,23 | 0,23 | 0,53 | 0,87 | 0,18 | 0,39 | 0,65 | 0,15 | 0,34 | 0,57 | 0,14 | 0,31 | 0,52 | .S..GEJ |
| .S..GE | 0,32 | 0,73 | 1,23 | 0,23 | 0,53 | 0,87 | 0,18 | 0,39 | 0,65 | 0,15 | 0,34 | 0,57 | 0,14 | 0,31 | 0,52 | .S..GE |
| .S..HP | 0,32 | 0,82 | 1,33 | 0,23 | 0,59 | 0,95 | 0,18 | 0,44 | 0,70 | 0,15 | 0,38 | 0,61 | 0,14 | 0,35 | 0,56 | .S..HP |
At 1,00 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..LEJ | 0,24 | 1,02 | 1,71 | 0,18 | 0,73 | 1,21 | 0,13 | 0,54 | 0,90 | 0,11 | 0,47 | 0,78 | 0,10 | 0,43 | 0,71 | .E..LEJ |
| .E..LE | 0,24 | 1,02 | 1,71 | 0,18 | 0,73 | 1,21 | 0,13 | 0,54 | 0,90 | 0,11 | 0,47 | 0,78 | 0,10 | 0,43 | 0,71 | .E..LE |
| .S..GEJ | 0,49 | 1,11 | 1,87 | 0,35 | 0,79 | 1,32 | 0,26 | 0,59 | 0,98 | 0,23 | 0,51 | 0,85 | 0,21 | 0,47 | 0,78 | .S..GEJ |
| .S..GE | 0,49 | 1,11 | 1,87 | 0,35 | 0,79 | 1,32 | 0,26 | 0,59 | 0,98 | 0,23 | 0,51 | 0,85 | 0,21 | 0,47 | 0,78 | .S..GE |
| .S..HP | 0,49 | 1,24 | 2,03 | 0,35 | 0,89 | 1,43 | 0,26 | 0,66 | 1,06 | 0,23 | 0,57 | 0,92 | 0,21 | 0,52 | 0,84 | .S..HP |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..LEJ | 0,20 | 0,84 | 1,41 | 0,15 | 0,61 | 1,00 | 0,11 | 0,45 | 0,74 | 0,10 | 0,39 | 0,65 | 0,09 | 0,36 | 0,59 | .E..LEJ |
| .E..LE | 0,20 | 0,84 | 1,41 | 0,15 | 0,61 | 1,00 | 0,11 | 0,45 | 0,74 | 0,10 | 0,39 | 0,65 | 0,09 | 0,36 | 0,59 | .E..LE |
| .S..GEJ | 0,40 | 0,92 | 1,54 | 0,29 | 0,66 | 1,09 | 0,22 | 0,49 | 0,81 | 0,19 | 0,43 | 0,71 | 0,17 | 0,39 | 0,65 | .S..GEJ |
| .S..GE | 0,40 | 0,92 | 1,54 | 0,29 | 0,66 | 1,09 | 0,22 | 0,49 | 0,81 | 0,19 | 0,43 | 0,71 | 0,17 | 0,39 | 0,65 | .S..GE |
| .S..HP | 0,40 | 1,03 | 1,67 | 0,29 | 0,73 | 1,18 | 0,22 | 0,55 | 0,88 | 0,19 | 0,48 | 0,76 | 0,17 | 0,44 | 0,70 | .S..HP |
Recommended Starting Speeds [m/min]
| Malzeme grubu | KC422M | KC522M | KC725M | KCPM20 | KCPK30 | |||||||||||
| P | 1 | – | – | – | 395 | 345 | 325 | 315 | 275 | 255 | 660 | 580 | 535 | 545 | 475 | 440 |
| 2 | – | – | – | 330 | 290 | 240 | 260 | 230 | 195 | 410 | 370 | 330 | 335 | 305 | 275 | |
| 3 | – | – | – | 305 | 255 | 215 | 240 | 205 | 170 | 370 | 330 | 305 | 305 | 275 | 250 | |
| 4 | – | – | – | 270 | 225 | 180 | 215 | 180 | 145 | 275 | 255 | 230 | 225 | 210 | 190 | |
| 5 | – | – | – | 225 | 200 | 180 | 180 | 160 | 145 | 330 | 300 | 275 | 310 | 275 | 255 | |
| 6 | – | – | – | 200 | 150 | 120 | 160 | 120 | 95 | 230 | 200 | 175 | 190 | 165 | – | |
| M | 1 | – | – | – | 245 | 215 | 200 | 205 | 180 | 165 | 270 | 240 | 205 | 250 | 220 | 190 |
| 2 | – | – | – | 225 | 190 | 160 | 185 | 160 | 130 | 245 | 215 | 190 | 225 | 195 | 170 | |
| 3 | – | – | – | 170 | 145 | 115 | 140 | 120 | 95 | 195 | 175 | 150 | 175 | 160 | 140 | |
| K | 1 | – | – | – | 275 | 250 | 220 | – | – | – | 435 | 390 | 350 | 355 | 320 | 285 |
| 2 | – | – | – | 215 | 195 | 180 | – | – | – | 345 | 310 | 280 | 280 | 255 | 230 | |
| 3 | – | – | – | 180 | 160 | 145 | – | – | – | 290 | 255 | 240 | 235 | 210 | 195 | |
| N | 1–2 | 1285 | 1135 | 1050 | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | 1135 | 1050 | 915 | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | 50 | 45 | 35 | 45 | 35 | 30 | – | – | – | – | – | – |
| 2 | – | – | – | 50 | 45 | 35 | 45 | 35 | 30 | – | – | – | – | – | – | |
| 3 | – | – | – | 60 | 50 | 35 | 55 | 45 | 30 | – | – | – | – | – | – | |
| 4 | – | – | – | 85 | 60 | 45 | 75 | 55 | 35 | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
Recommended Starting Speeds [SFM]
| Malzeme grubu | KC422M | KC522M | KC725M | KCPM20 | KCPK30 | |||||||||||
| P | 1 | – | – | – | 1300 | 1130 | 1060 | 1030 | 900 | 840 | 2170 | 1910 | 1760 | 1780 | 1560 | 1450 |
| 2 | – | – | – | 1080 | 950 | 790 | 860 | 760 | 640 | 1340 | 1210 | 1090 | 1100 | 1000 | 900 | |
| 3 | – | – | – | 1000 | 840 | 700 | 790 | 670 | 550 | 1210 | 1090 | 1000 | 1000 | 900 | 820 | |
| 4 | – | – | – | 890 | 730 | 590 | 710 | 590 | 470 | 910 | 840 | 760 | 740 | 690 | 620 | |
| 5 | – | – | – | 730 | 660 | 590 | 590 | 530 | 470 | 1090 | 980 | 900 | 1020 | 910 | 830 | |
| 6 | – | – | – | 650 | 490 | 400 | 520 | 400 | 310 | 760 | 660 | 570 | 620 | 540 | – | |
| M | 1 | – | – | – | 800 | 710 | 650 | 670 | 590 | 540 | 880 | 790 | 680 | 820 | 720 | 620 |
| 2 | – | – | – | 730 | 620 | 520 | 610 | 520 | 430 | 800 | 700 | 620 | 730 | 640 | 550 | |
| 3 | – | – | – | 550 | 480 | 370 | 460 | 400 | 310 | 640 | 570 | 490 | 570 | 520 | 460 | |
| K | 1 | – | – | – | 900 | 820 | 720 | – | – | – | 1420 | 1280 | 1150 | 1160 | 1050 | 940 |
| 2 | – | – | – | 710 | 640 | 590 | – | – | – | 1130 | 1010 | 920 | 920 | 830 | 760 | |
| 3 | – | – | – | 590 | 530 | 480 | – | – | – | 950 | 840 | 780 | 770 | 690 | 640 | |
| N | 1–2 | 4220 | 3720 | 3440 | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | 3720 | 3440 | 3000 | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | 160 | 140 | 110 | 140 | 120 | 100 | – | – | – | – | – | – |
| 2 | – | – | – | 160 | 140 | 110 | 140 | 120 | 100 | – | – | – | – | – | – | |
| 3 | – | – | – | 200 | 160 | 110 | 180 | 140 | 100 | – | – | – | – | – | – | |
| 4 | – | – | – | 280 | 200 | 140 | 240 | 180 | 120 | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| Katalog numarası | maks rampa açısı | maksimum dalma derinliği | minimum delik çapı (DH min) | maksimum düz tabanlı delik çapı (DH1 maks) | maksimum delik çapı (Tabanı düz olmayan delik) |
| 40E03R045M16RP16 | 8,3° | 2,6 | 52,4 | 64 | 80 |
| 40E02R040A32RP16L200 | 11,1° | 3,3 | 51,2 | 64 | 80 |
| 50A04RS90RP16 | 9,2° | 4,3 | 70 | 84 | 100 |
| 52A04RS90RP16 | 10,7° | 5,25 | 73,14 | 88 | 104 |
| 63A04RS90RP16 | 11,8° | 8,0 | 94,05 | 110 | 126 |
| 63A06RS90RP16 | 4,3° | 3,07 | 97,71 | 110 | 126 |
| 80A05RS90RP16 | 8,2° | 8,0 | 128,02 | 144 | 160 |
| 80A07RS90RP16 | 4,5° | 4,5 | 129,89 | 144 | 160 |
| 100B06RS90RP16 | 6,1° | 8,0 | 168,01 | 184 | 200 |
| 100B08RS90RP16 | 4,7° | 6,22 | 168,58 | 184 | 200 |
| 125B09RS90RP16 | 4,3° | 7,5 | 218,08 | 234 | 250 |
Maximum Linear Ramping and Helical Interpolation from Solid
| Katalog numarası | maks rampa açısı | maksimum dalma derinliği | minimum delik çapı (DH min) | maksimum düz tabanlı delik çapı (DH1 maks) | maksimum delik çapı (Tabanı düz olmayan delik) |
| BMD150R1603M16L150 | 9.9° | 0.106 | 1.904 | 2.37 | 3.0 |
| BMD150R1603W125L200 | 9.9° | 0.106 | 1.904 | 2.37 | 3.0 |
| BMD150R1602C125L800 | 11.0° | 0.117 | 1.888 | 2.37 | 3.0 |
| BMD200R1603S075L200 | 11.7° | 0.217 | 2.776 | 3.37 | 4.0 |
| BMD200R1604S075L200 | 9.7° | 0.181 | 2.81 | 3.37 | 4.0 |
| BMD250R1605S100L200 | 11.7° | 0.315 | 3.744 | 4.37 | 5.0 |
| BMD300R1605S100L200 | 8.8° | 0.315 | 4.738 | 5.37 | 6.0 |
| BMD300R1607S100L200 | 6.8° | 0.245 | 4.768 | 5.37 | 6.0 |
| BMD400R1608S125L200 | 4.6° | 0.245 | 6.762 | 7.37 | 8.0 |
| BMD500R1609S150L250 | 4.2° | 0.295 | 8.744 | 9.37 | 10.0 |
| BMD600R1610S150L250 | 3.4° | 0.295 | 10.744 | 11.37 | 12.0 |