Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Sign Out
Item(s) successfully added to cart
View Cart
View Cart
Take your shop to the next level. See Promotions
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Metalworking Tools
- /
- Holemaking
- /
- Precision Hole Finishing
- /
- Reaming
- /
- Modular Reaming
- /
- Bodies
- /
- Straight Shank • Radial Clamping • 5xD
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

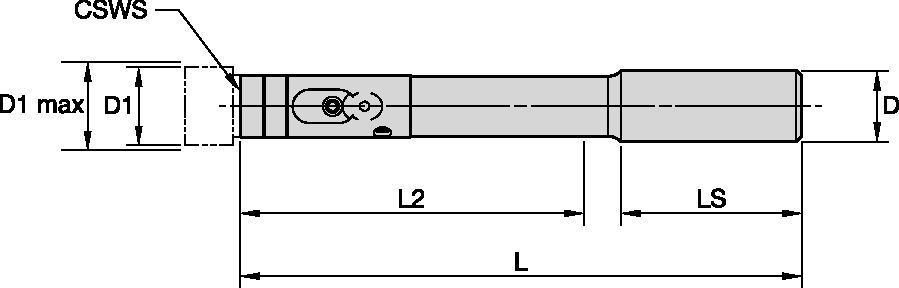
Straight Shank • Radial Clamping • 5xD
Straight Shank Bodies 5 x D • Radial Clamping
Features and benefits
- Tool body shipped with retention knob, clamp set, and wrench.
- Order reamer head separately.
Uses and application
Coolant - Through Coolant
Shank - Cylindrical Plain ≤h6
RHM-E™ • Metric
| Material | Cermet Tipped | Carbide Tipped | |||||||||||||||||||||
 |  | |  | |  | | | ||||||||||||||||
| straight flute | helical flute | straight flute | helical flute | helical flute | |||||||||||||||||||
| KT325 | KT6215 | K605 | KC6005 | KC6305 | Metric | ||||||||||||||||||
| Cutting Speed | Recommended Feed Rate per Tooth | ||||||||||||||||||||||
| Range | Tool Ø (mm) | 14,00–19,99 | 20,00–32,00 | 32,50–42,00 | |||||||||||||||||||
| Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | ||
| P | 1 | 150 | 180 | 210 | 180 | 210 | 240 | 40 | 60 | 70 | 90 | 120 | 155 | 90 | 120 | 155 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 |
| 2 | 150 | 180 | 210 | 180 | 210 | 240 | 40 | 60 | 70 | 90 | 120 | 155 | 90 | 120 | 155 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 3 | 130 | 160 | 180 | 150 | 180 | 210 | 30 | 40 | 50 | 75 | 100 | 130 | 75 | 100 | 130 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 4 | 100 | 130 | 150 | 120 | 150 | 170 | 25 | 40 | 45 | 50 | 80 | 105 | 50 | 80 | 105 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 5 | 80 | 100 | 120 | 100 | 130 | 150 | 10 | 20 | 30 | 30 | 40 | 55 | 30 | 40 | 55 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 | 0,08 | 0,22 | |
| 6 | 80 | 100 | 120 | 100 | 130 | 150 | 10 | 20 | 30 | 30 | 40 | 55 | 30 | 40 | 55 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 | 0,08 | 0,22 | |
| M | 1 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 |
| 2 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 | |
| 3 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 | |
| K | 1 | 150 | 180 | 200 | 180 | 210 | 240 | 30 | 50 | 60 | 80 | 110 | 130 | 80 | 110 | 130 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 |
| 2 | 130 | 160 | 180 | 150 | 180 | 210 | 25 | 40 | 45 | 65 | 90 | 110 | 65 | 90 | 110 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 3 | 100 | 130 | 160 | 120 | 150 | 170 | 20 | 30 | 40 | 50 | 70 | 90 | 50 | 70 | 90 | mm/z | 0,10 | 0,18 | 0,10 | 0,20 | 0,10 | 0,22 | |
| N | 1 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 |
| 2 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 3 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 4 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 5 | – | – | – | – | – | – | 105 | 140 | 180 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| S | 1 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,06 | 0,15 | 0,10 | 0,18 | 0,10 | 0,20 |
| 2 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,06 | 0,15 | 0,10 | 0,18 | 0,10 | 0,20 | |
| 3 | – | – | – | – | – | – | 15 | 20 | 30 | – | – | – | 20 | 30 | 40 | mm/z | 0,08 | 0,18 | 0,10 | 0,20 | 0,10 | 0,20 | |
| 4 | – | – | – | – | – | – | 15 | 20 | 30 | – | – | – | 20 | 30 | 40 | mm/z | 0,08 | 0,18 | 0,10 | 0,20 | 0,10 | 0,20 | |
| Material | Cermet Tipped | Carbide Tipped | |||||||||||||||||||||
| | | | | | | | ||||||||||||||||
| straight flute | helical flute | straight flute | helical flute | ||||||||||||||||||||
| KT325 | KT6215 | K605 | KC6005 | KC6305 | Inch | ||||||||||||||||||
| Cutting Speed | Recommended Feed Rate per Tooth | ||||||||||||||||||||||
| Range | Tool Ø (inch) | .551-.787 | .787-1.260 | 1.280-1.654 | |||||||||||||||||||
| Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | ||
| P | 1 | 492 | 590 | 689 | 590 | 689 | 787 | 131 | 197 | 230 | 295 | 394 | 508 | 295 | 394 | 508 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 |
| 2 | 492 | 590 | 689 | 590 | 689 | 787 | 131 | 197 | 230 | 295 | 394 | 508 | 295 | 394 | 508 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 | |
| 3 | 426 | 525 | 590 | 492 | 590 | 689 | 98 | 131 | 164 | 246 | 328 | 426 | 246 | 328 | 426 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 | |
| 4 | 328 | 426 | 492 | 394 | 492 | 558 | 82 | 131 | 148 | 164 | 262 | 344 | 164 | 262 | 344 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 | |
| 5 | 262 | 328 | 394 | 328 | 426 | 492 | 33 | 66 | 98 | 98 | 131 | 180 | 98 | 131 | 180 | inch/z | .003 | .007 | .003 | .008 | .003 | .009 | |
| 6 | 262 | 328 | 394 | 328 | 426 | 492 | 33 | 66 | 98 | 98 | 131 | 180 | 98 | 131 | 180 | inch/z | .003 | .007 | .003 | .008 | .003 | .009 | |
| M | 1 | – | – | – | – | – | – | 26 | 33 | 49 | – | – | – | 49 | 66 | 92 | inch/z | .003 | .006 | .003 | .007 | .003 | .008 |
| 2 | – | – | – | – | – | – | 26 | 33 | 49 | – | – | – | 49 | 66 | 92 | inch/z | .003 | .006 | .003 | .007 | .003 | .008 | |
| 3 | – | – | – | – | – | – | 26 | 33 | 49 | – | – | – | 49 | 66 | 92 | inch/z | .003 | .006 | .003 | .007 | .003 | .008 | |
| K | 1 | 492 | 590 | 656 | 590 | 689 | 787 | 98 | 164 | 197 | 262 | 361 | 426 | 262 | 361 | 426 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 |
| 2 | 426 | 525 | 590 | 492 | 590 | 689 | 82 | 131 | 148 | 213 | 295 | 361 | 213 | 295 | 361 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 | |
| 3 | 328 | 426 | 525 | 394 | 492 | 558 | 66 | 98 | 131 | 164 | 230 | 295 | 164 | 230 | 295 | inch/z | .004 | .007 | .004 | .008 | .004 | .009 | |
| N | 1 | – | – | – | – | – | – | 361 | 492 | 640 | – | – | – | – | – | – | inch/z | .004 | .012 | .004 | .012 | .004 | .012 |
| 2 | – | – | – | – | – | – | 361 | 492 | 640 | – | – | – | – | – | – | inch/z | .004 | .012 | .004 | .012 | .004 | .012 | |
| 3 | – | – | – | – | – | – | 361 | 492 | 640 | – | – | – | – | – | – | inch/z | .004 | .012 | .004 | .012 | .004 | .012 | |
| 4 | – | – | – | – | – | – | 361 | 492 | 640 | – | – | – | – | – | – | inch/z | .004 | .012 | .004 | .012 | .004 | .012 | |
| 5 | – | – | – | – | – | – | 344 | 459 | 590 | – | – | – | – | – | – | inch/z | .004 | .012 | .004 | .012 | .004 | .012 | |
| S | 1 | – | – | – | – | – | – | 26 | 33 | 49 | – | – | – | 49 | 66 | 92 | inch/z | .002 | .006 | .004 | .007 | .004 | .008 |
| 2 | – | – | – | – | – | – | 26 | 33 | 49 | – | – | – | 49 | 66 | 92 | inch/z | .002 | .006 | .004 | .007 | .004 | .008 | |
| 3 | – | – | – | – | – | – | 49 | 66 | 98 | – | – | – | 66 | 98 | 131 | inch/z | .003 | .007 | .004 | .008 | .004 | .008 | |
| 4 | – | – | – | – | – | – | 49 | 66 | 98 | – | – | – | 66 | 98 | 131 | inch/z | .003 | .007 | .004 | .008 | .004 | .008 | |
| Cermet Tipped | Carbide Tipped | ||||||||||||||||||||||
| | | | | | | | ||||||||||||||||
| straight flute | helical flute | straight flute | helical flute | helical flute | |||||||||||||||||||
| KT325 | KT6215 | K605 | KC6005 | KC6305 | Metric | ||||||||||||||||||
| Cutting Speed | Recommended Feed Rate per Tooth | ||||||||||||||||||||||
| Range | Tool Ø (mm) | 14,00–19,99 | 20,00–32,00 | 32,50–42,00 | |||||||||||||||||||
| Material | Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | |
| P | 1 | 150 | 180 | 210 | 180 | 210 | 240 | 40 | 60 | 70 | 90 | 120 | 155 | 90 | 120 | 155 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 |
| 2 | 150 | 180 | 210 | 180 | 210 | 240 | 40 | 60 | 70 | 90 | 120 | 155 | 90 | 120 | 155 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 3 | 130 | 160 | 180 | 150 | 180 | 210 | 30 | 40 | 50 | 75 | 100 | 130 | 75 | 100 | 130 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 4 | 100 | 130 | 150 | 120 | 150 | 170 | 25 | 40 | 45 | 50 | 80 | 105 | 50 | 80 | 105 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 5 | 80 | 100 | 120 | 100 | 130 | 150 | 10 | 20 | 30 | 30 | 40 | 55 | 30 | 40 | 55 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 | 0,08 | 0,22 | |
| 6 | 80 | 100 | 120 | 100 | 130 | 150 | 10 | 20 | 30 | 30 | 40 | 55 | 30 | 40 | 55 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 | 0,08 | 0,22 | |
| M | 1 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 |
| 2 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 | |
| 3 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 | |
| K | 1 | 150 | 180 | 200 | 180 | 210 | 240 | 30 | 50 | 60 | 80 | 110 | 130 | 80 | 110 | 130 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 |
| 2 | 130 | 160 | 180 | 150 | 180 | 210 | 25 | 40 | 45 | 65 | 90 | 110 | 65 | 90 | 110 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 3 | 100 | 130 | 160 | 120 | 150 | 170 | 20 | 30 | 40 | 50 | 70 | 90 | 50 | 70 | 90 | mm/z | 0,10 | 0,18 | 0,10 | 0,20 | 0,10 | 0,22 | |
| N | 1 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 |
| 2 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 3 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 4 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 5 | – | – | – | – | – | – | 105 | 140 | 180 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| S | 1 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,06 | 0,15 | 0,10 | 0,18 | 0,10 | 0,20 |
| 2 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,06 | 0,15 | 0,10 | 0,18 | 0,10 | 0,20 | |
| 3 | – | – | – | – | – | – | 15 | 20 | 30 | – | – | – | 20 | 30 | 40 | mm/z | 0,08 | 0,18 | 0,10 | 0,20 | 0,10 | 0,20 | |
| 4 | – | – | – | – | – | – | 15 | 20 | 30 | – | – | – | 20 | 30 | 40 | mm/z | 0,08 | 0,18 | 0,10 | 0,20 | 0,10 | 0,20 | |