Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Sign Out
Item(s) successfully added to cart
View Cart
View Cart
Take your shop to the next level. See Promotions
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Metalworking Tools
- /
- Threading
- /
- HSS Tapping
- /
- HP HSS-E-PM Taps
- /
- T65_
- /
- T651 • Metric DIN 376 • Form C Semi-Bottoming Chamfer • Wind Energy
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
T651 • Metric DIN 376 • Form C Semi-Bottoming Chamfer • Wind Energy
Beyond™ Spiral-Flute HSS-E-PM Taps • Blind Holes
Features and benefits
- KP6525 TiCN + TiN for tapping steel and cast iron.
Uses and application
Threading: Blind Hole
Class of Fit: 6HX
DIN number 376
Chamfer Form C (2–3)
HSS-E-PM
Through Coolant: Axial: Tapping
Manufacturer’s Specs: M
Tapping Helix Angle: 15°
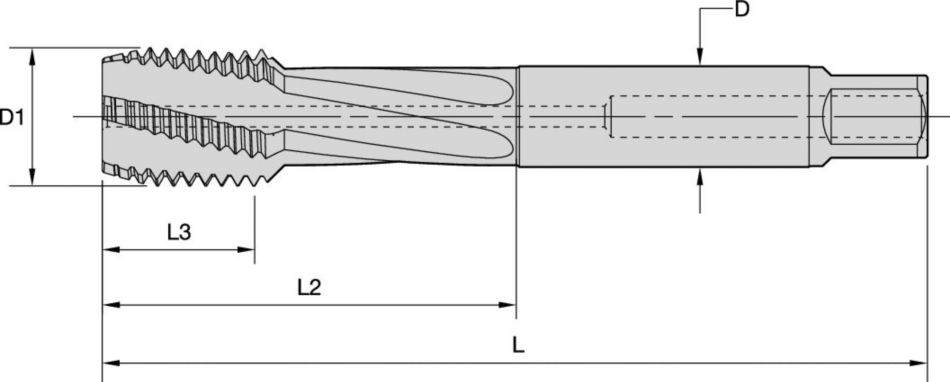
Tolerances
| shank tolerance | |
| D | tolerance h6 + / - |
| 12 | +0, -0,011 |
| 20 | +0, -0,013 |
| 32 | +0, -0,016 |
DIN 371
| D1 | pitch | D | L | L3* | L2 | L5 | S10 |
| M3 | 0.5 | 3.5 | 56 | 11 | 18 | 6 | 2.7 |
| M3.5 | 0.6 | 4 | 56 | 12 | 20 | 6 | 3 |
| M4 | 0.7 | 4.5 | 63 | 13 | 21 | 6 | 3.4 |
| M4.5 | 0.75 | 6 | 70 | 16 | 25 | 8 | 4.9 |
| M5 | 0.8 | 6 | 70 | 16 | 25 | 8 | 4.9 |
| M6 | 1 | 6 | 80 | 19 | 30 | 8 | 4.9 |
| M7 | 1 | 7 | 80 | 19 | 30 | 8 | 5.5 |
| M8 | 0.75 | 8 | 80 | 18 | 30 | 9 | 6.2 |
| M8 | 1.25 | 8 | 90 | 22 | 35 | 9 | 6.2 |
| M9 | 0.75 | 9 | 80 | 18 | 30 | 10 | 7 |
| M9 | 1.25 | 9 | 90 | 22 | 35 | 10 | 7 |
| M10 | 1 | 10 | 90 | 20 | 35 | 11 | 8 |
| M10 | 1.5 | 10 | 100 | 24 | 39 | 11 | 8 |
DIN 374
| pitch | |||||||
| D1 | minimum | maximum | D | L | L3* | L5 | S10 |
| M8 | 0.2 | 0.75 | 6 | 80 | 18 | 8 | 4.9 |
| M8 | — | 1 | 6 | 90 | 22 | 8 | 4.9 |
| M9 | 0.2 | 0.75 | 7 | 80 | 18 | 8 | 5.5 |
| M9 | — | 1 | 7 | 90 | 22 | 8 | 5.5 |
| M10 | 0.2 | 1 | 7 | 90 | 20 | 8 | 5.5 |
| M10 | — | 1.25 | 7 | 100 | 24 | 8 | 5.5 |
| M11 | 0.35 | 1 | 8 | 90 | 20 | 9 | 6.2 |
| M12 | 0.35 | 1.5 | 9 | 100 | 22 | 10 | 7 |
| M14 | 0.35 | 1.5 | 11 | 100 | 22 | 12 | 9 |
| M16 | 0.35 | 1.5 | 12 | 100 | 22 | 12 | 9 |
| M16 | — | 2 | 12 | 110 | 32 | 12 | 9 |
| M18 | 0.35 | 1.5 | 14 | 110 | 25 | 14 | 11 |
| M18 | — | 2 | 14 | 125 | 34 | 14 | 11 |
| M20 | 0.35 | 1.5 | 16 | 125 | 25 | 15 | 12 |
| M20 | — | 2 | 16 | 140 | 34 | 15 | 12 |
| M22 | 0.35 | 1.5 | 18 | 125 | 25 | 17 | 14.5 |
| M22 | — | 2 | 18 | 140 | 34 | 17 | 14.5 |
| M24 | 0.35 | 2 | 18 | 140 | 28 | 17 | 14.5 |
| M27 | 0.35 | 2 | 20 | 140 | 28 | 19 | 16 |
| M30 | 0.35 | 2 | 22 | 150 | 28 | 21 | 18 |
| M30 | — | 3 | 22 | 180 | 45 | 21 | 18 |
DIN 376
| D1 | pitch | D | L | L3* | L5 | S10 |
| M8 | 1.25 | 6 | 90 | 22 | 8 | 4.9 |
| M9 | 1.25 | 7 | 90 | 22 | 8 | 5.5 |
| M10 | 1.5 | 7 | 100 | 24 | 8 | 5.5 |
| M11 | 1.5 | 8 | 100 | 24 | 9 | 6.2 |
| M12 | 1.75 | 9 | 110 | 28 | 10 | 7 |
| M14 | 2 | 11 | 110 | 30 | 12 | 9 |
| M16 | 2 | 12 | 110 | 32 | 12 | 9 |
| M18 | 2.5 | 14 | 125 | 34 | 14 | 11 |
| M20 | 2.5 | 16 | 140 | 34 | 15 | 12 |
| M22 | 2.5 | 18 | 140 | 34 | 17 | 14.5 |
| M24 | 3 | 18 | 160 | 38 | 17 | 14.5 |
| M27 | 3 | 20 | 160 | 38 | 19 | 16 |
| M30 | 3.5 | 22 | 180 | 45 | 21 | 18 |
| M33 | 3.5 | 25 | 180 | 50 | 23 | 20 |
| M36 | 4 | 28 | 200 | 56 | 25 | 22 |
| M39 | 4 | 32 | 200 | 60 | 27 | 24 |
| M42 | 4.5 | 32 | 200 | 60 | 27 | 24 |
| M45 | 4.5 | 36 | 220 | 65 | 32 | 29 |
JIS Type 3 Metric Coarse
| D1 | pitch | D | L | L3 | L5 | S10 |
| M8 | 1.25 | 6.2 | 70 | 22 | 8 | 5 |
| M9 | 1.25 | 7 | 72 | 22 | 8 | 5.5 |
| M10 | 1.5 | 7 | 75 | 24 | 8 | 5.5 |
| M11 | 1.5 | 8 | 80 | 25 | 9 | 6 |
| M12 | 1.75 | 8.5 | 82 | 29 | 9 | 6.5 |
| M14 | 2 | 10.5 | 88 | 30 | 11 | 8 |
| M16 | 2 | 12.5 | 95 | 32 | 13 | 10 |
| M18 | 2.5 | 14 | 100 | 37 | 14 | 11 |
| M20 | 2.5 | 15 | 105 | 37 | 15 | 12 |
| M22 | 2.5 | 17 | 115 | 38 | 16 | 13 |
| M24 | 3 | 19 | 120 | 45 | 18 | 15 |
| HSS-E-PM Taps • Grades KP6505 KP6525 KM6515 | ||||||||||||||||
| Tapping Operation | Tap Style | Grade1 | Cutting Speed | |||||||||||||
| Starting Value | ||||||||||||||||
| m/min | 3 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | |||
| SFM | 10 | 16 | 33 | 49 | 66 | 82 | 98 | 115 | 131 | 148 | 164 | 180 | 197 | |||
| P1 • Low-Carbon Steels, Long Chipping • Content: C 0.25% • Tensile Strength RM (MPa*): 530 • Hardness (HB) or HRC: 125 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 38 | 30 | 45 | |||||||||||
| 125 | 98 | 148 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 23 | 18 | 27 | |||||||||||
| 75 | 59 | 89 | ||||||||||||||
| P2 • Low-Carbon Steels, Free Machining, and Short Chipping • Content C 0.25% • Tensile Strength RM (MPa*): 650 • Hardness (HB) or HRC: 220 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 33 | 25 | 40 | |||||||||||
| 108 | 82 | 131 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 20 | 15 | 25 | |||||||||||
| 65 | 49 | 82 | ||||||||||||||
| P3 • Medium- and High-Plain Carbon Steels, Low-Alloyed • Content C | ||||||||||||||||
| Through Holes | T620 | KP6525 | 28 | 20 | 35 | |||||||||||
| 92 | 66 | 115 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 17 | 12 | 21 | |||||||||||
| 55 | 59 | 69 | ||||||||||||||
| P5 • Ferritic, Martensitic, and PH Stainless Steels • Content C= 0-0.4% • Tensile Strength RM (MPa*): 600–850 • Hardness (HB) HRC: 330 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 18 | 10 | 25 | |||||||||||
| 59 | 33 | 82 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 11 | 6 | 15 | |||||||||||
| 35 | 20 | 49 | ||||||||||||||
| P6 • High-Strength Ferritic, Martensitic, and PH Stainless Steels • Content C=0.1-0.6% • Tensile Strength RM (MPa*): 900-1350 • Hardness (HB) HRC: 350–450 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 10 | 5 | 15 | |||||||||||
| 33 | 16 | 49 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 6 | 3 | 9 | |||||||||||
| 20 | 10 | 30 | ||||||||||||||
| M1 • Austenitic Stainless Steel • Content C=0.05-0.15% • Tensile Strength RM (MPa*): 650 • Hardness (HB) or HRC: 130-200 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| M2 • High-Strength Austenitic Stainless and Cast Stainless Steels • Content C=0.05-0.15% • Tensile Strength RM (MPa*): 500 - 700 • Hardness (HB) or HRC: 150-230 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| M3 • Duplex Steel • Content C=0.05-0.2 % • Tensile Strength RM (MPa*): 900 • Hardness (HB) HRC: 135-275 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| K1 • Cast and Low-Strength Ductile Irons • Tensile Strength RM (MPa*): 150-400 • Hardness (HB) or HRC: 120-290 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 45 | 30 | 60 | |||||||||||
| 148 | 98 | 197 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 27 | 18 | 36 | |||||||||||
| 90 | 59 | 118 | ||||||||||||||
| K2 • Low- and Medium-Strength CGI and Ductile Irons • Tensile Strength RM (MPa*): 400-600 • Hardness (HB) or HRC: 130-260 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 38 | 25 | 50 | |||||||||||
| 125 | 82 | 164 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 23 | 15 | 30 | |||||||||||
| 75 | 49 | 98 | ||||||||||||||
| K3 • High-Strength Ductile and Austempered Ductile Iron • Tensile Strength RM (MPa*): 600-900 • Hardness (HB) or HRC: 180-350 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 30 | 20 | 40 | |||||||||||
| 98 | 66 | 131 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 18 | 12 | 25 | |||||||||||
| 59 | 39 | 82 | ||||||||||||||
| HSS-E-PM Taps • Grades KP6505 KP6525 KM6515 | ||||||||||||||||
| Tapping Operation | Tap Style | Grade | Cutting Speed | |||||||||||||
| Starting Value | ||||||||||||||||
| m/min | 3 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | |||
| SFM | 10 | 16 | 33 | 49 | 66 | 82 | 98 | 115 | 131 | 148 | 164 | 180 | 197 | |||
| P1 • Low-Carbon Steels, Long Chipping • Content: C 0.25% • Tensile Strength RM (MPa*): 530 • Hardness (HB) or HRC: 125 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 38 | 30 | 45 | |||||||||||
| 125 | 98 | 148 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 23 | 18 | 27 | |||||||||||
| 75 | 59 | 89 | ||||||||||||||
| P2 • Low-Carbon Steels, Free Machining, and Short Chipping • Content C 0.25% • Tensile Strength RM (MPa*): 650 • Hardness (HB) or HRC: 220 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 33 | 25 | 40 | |||||||||||
| 108 | 82 | 131 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 20 | 15 | 25 | |||||||||||
| 65 | 49 | 82 | ||||||||||||||
| P3 • Medium- and High-Plain Carbon Steels, Low-Alloyed • Content C | ||||||||||||||||
| Through Holes | T620 | KP6525 | 28 | 20 | 35 | |||||||||||
| 92 | 66 | 115 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 17 | 12 | 21 | |||||||||||
| 55 | 59 | 69 | ||||||||||||||
| P5 • Ferritic, Martensitic, and PH Stainless Steels • Content C= 0-0.4% • Tensile Strength RM (MPa*): 600–850 • Hardness (HB) HRC: 330 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 18 | 10 | 25 | |||||||||||
| 59 | 33 | 82 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 11 | 6 | 15 | |||||||||||
| 35 | 20 | 49 | ||||||||||||||
| P6 • High-Strength Ferritic, Martensitic, and PH Stainless Steels • Content C=0.1-0.6% • Tensile Strength RM (MPa*): 900-1350 • Hardness (HB) HRC: 350–450 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 10 | 5 | 15 | |||||||||||
| 33 | 16 | 49 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 6 | 3 | 9 | |||||||||||
| 20 | 10 | 30 | ||||||||||||||
| M1 • Austenitic Stainless Steel • Content C=0.05-0.15% • Tensile Strength RM (MPa*): 650 • Hardness (HB) or HRC: 130-200 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| M2 • High-Strength Austenitic Stainless and Cast Stainless Steels • Content C=0.05-0.15% • Tensile Strength RM (MPa*): 500 - 700 • Hardness (HB) or HRC: 150-230 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| M3 • Duplex Steel • Content C=0.05-0.2 % • Tensile Strength RM (MPa*): 900 • Hardness (HB) HRC: 135-275 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| K1 • Cast and Low-Strength Ductile Irons • Tensile Strength RM (MPa*): 150-400 • Hardness (HB) or HRC: 120-290 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 45 | 30 | 60 | |||||||||||
| 148 | 98 | 197 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 27 | 18 | 36 | |||||||||||
| 90 | 59 | 118 | ||||||||||||||
| K2 • Low- and Medium-Strength CGI and Ductile Irons • Tensile Strength RM (MPa*): 400-600 • Hardness (HB) or HRC: 130-260 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 38 | 25 | 50 | |||||||||||
| 125 | 82 | 164 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 23 | 15 | 30 | |||||||||||
| 75 | 49 | 98 | ||||||||||||||
| K3 • High-Strength Ductile and Austempered Ductile Iron • Tensile Strength RM (MPa*): 600-900 • Hardness (HB) or HRC: 180-350 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 30 | 20 | 40 | |||||||||||
| 98 | 66 | 131 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 18 | 12 | 25 | |||||||||||
| 59 | 39 | 82 | ||||||||||||||