Titanium Roughing
Typical Components:
Beam, Pylons, Chords, Tracks
Material:
Ti6Al4V, Ti5553, Ti10-2-3
The low thermal conductivity of these materials does not allow the heat generated during machining to dissipate from the tool edge. The high work-hardening tendency of titanium alloys can also contribute to the high cutting forces and temperatures that may lead to depth-of-cut notching.
Alpha-Beta (α-ß) Alloys
These alloys feature both a α and ß phase and contain both α and ß stabilizers.The simplest and most popular alloy in this group is Ti6Al4V, which is primarily used in the aerospace industry. Alloys in this category are easily formable and exhibit high room-temperature strength and moderate high-temperature strength. The properties of these alloys can be altered through heat treatment.
Beta (ß) Alloys
Beta (ß) Alloys Beta (ß) alloys contain transition metals, such as V, Nb, Ta, and Mo, that stabilize the ß-phase. Examples of commercial ß alloys include Ti11.5Mo6Zr4.5Sn, Ti15V3Cr3Al3Sn, and Ti5553. Beta alloys are readily heat-treatable, generally weldable, and have high strength. Excellent formability can be expected in the solution treated condition. However, ß alloys are prone to ductile-brittle transition and thus are unsuitable for cryogenic applications. Beta alloys have a good combination or properties for sheet, heavy sections, fasteners, and spring applications.
")
Titanium is typically produced in the shape of plates and bars, also forgings and castings. The Buy-to-Fly ratio (BTF) is typically between 10 and 16, meaning a raw material of 10kg titanium ends up being a finished part with the weight of 1kg.
The Buy-to Fly ratio requires to efficiently remove the excess material. Achieved through titanium roughing applications, causing the cutting edge being exposed to extremely high temperatures for a long time.
High-chemical reactivity of titanium alloys causes the chip to weld to the tool, leading to cratering and premature tool failure. In addition, the Chip-Tool contact area is relatively small, resulting in large stress concentration due to these higher cutting forces and temperatures resulting in premature failure of the cutting tool.
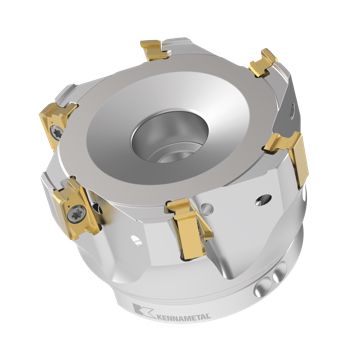
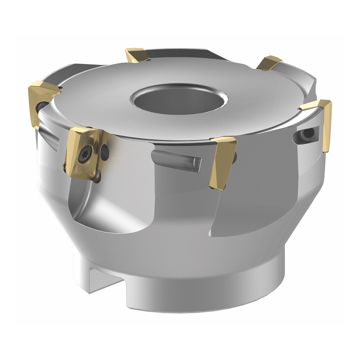
Shoulder Milling
Shoulder Milling
Helical Shoulder Milling
4 Flute End Mill,
Twisted Edge
ISO Catalog Number
ANSI Catalog Number
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Catalog Number | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?