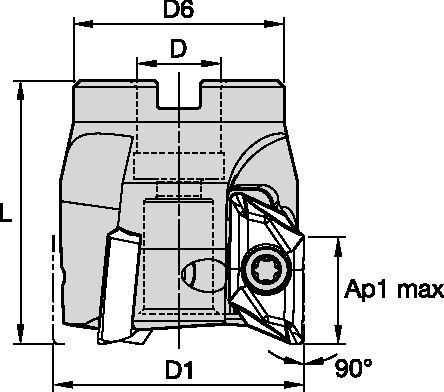
5720 Series • Shell Mill • Metric
Shoulder milling cutter for high-speed aluminum machining.
Features and benefits
- For pocketing and profiling in aluminum and aluminum alloys.
- Maximum stability in high-speed applications.
- Excellent choice for components with thin walls due to low cutting pressure.
- Internal coolant supply.
- Reinforced pockets for high feed applications and ramping, increasing tool and productivity.
Uses and application
Spiral Circular
Slotting: Shoulder Profiling
端面铣削
螺旋铣削
坡铣: 毛坯
铣削 — 贯通式冷却
铣削 — 侧铣和端面铣
刀座
沉孔加工
Inclined Square End Mill
