欢迎
请确认您的首选项
更新首选项
产品建议
Product Family suggestions
编辑解决方案
添加解决方案
解决方案名称:{{SolutionName}}Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

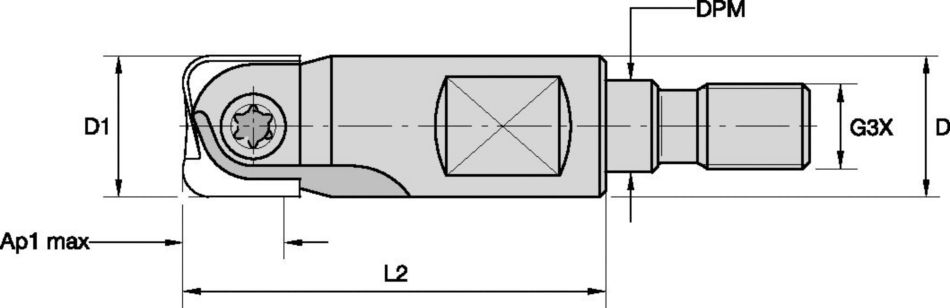
KDMT 平底型和单风道精加工立铣刀 • 螺纹接口立铣刀 • 公制
平底型清根精加工立铣刀
Features and benefits
- 提供直径范围:12–20mm。
- 高精度和极佳的跳动精度。
- 适合粗加工和精加工。
- 可以使用清根和高进给刀片。
Uses and application
坡铣: 毛坯
槽铣: 球形刀尖
侧铣/方肩铣削: 球形刀尖
3D仿形加工
刀柄 — 旋入式
铣削 — 贯通式冷却
刀座
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | .E..GC | KC515M | .E..GC | KC515M | .E..GN | KC515M |
| P3–P4 | .E..HC | KC505M | .E..GN | KC515M | .E..GN | KC515M |
| P5–P6 | .E..HC | KC505M | .E..GN | KC515M | .E..GN | KC515M |
| M1–M2 | – | – | .E..GC | KC515M | – | – |
| M3 | – | – | .E..GC | KC515M | – | – |
| K1–K2 | .E..GN | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GN | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | .E..GC | KC515M | – | – |
| H1 | .E..HC | KC505M | .E..HC | KC505M | .E..GN | KC515M |
推荐初始进给率 [mm]
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..GC | 0,12 | 0,25 | 0,34 | 0,09 | 0,19 | 0,25 | 0,08 | 0,17 | 0,22 | 0,07 | 0,16 | 0,21 | 0,07 | 0,15 | 0,20 | .E..GC |
| .E..GN | 0,17 | 0,25 | 0,34 | 0,12 | 0,19 | 0,25 | 0,11 | 0,17 | 0,22 | 0,10 | 0,16 | 0,21 | 0,10 | 0,15 | 0,20 | .E..GN |
| .E..HC | 0,17 | 0,25 | 0,34 | 0,13 | 0,19 | 0,25 | 0,11 | 0,17 | 0,22 | 0,10 | 0,16 | 0,21 | 0,10 | 0,15 | 0,20 | .E..HC |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Recommended Starting Feeds [IPT]
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..GC | .007 | .010 | .014 | .005 | .008 | .010 | .004 | .007 | .009 | .004 | .006 | .008 | .004 | .006 | .008 | .E..GC |
| .E..GN | .007 | .010 | .014 | .005 | .008 | .010 | .004 | .007 | .009 | .004 | .006 | .008 | .004 | .006 | .008 | .E..GN |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Recommended Starting Feeds [IPT]
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .S..HF | .059 | .092 | .131 | .042 | .064 | .086 | .036 | .054 | .073 | .034 | .050 | .067 | .033 | .049 | .066 | .S..HF |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
推荐初始速度 [m/min]
| Malzeme grubu | K115M | KC505M | KC515M | |||||||
| P | 1 | – | – | – | – | – | – | 330 | 295 | 255 |
| 2 | – | – | – | – | – | – | 310 | 275 | 240 | |
| 3 | – | – | – | – | – | – | 275 | 240 | 200 | |
| 4 | – | – | – | 360 | 260 | 215 | 240 | 200 | 165 | |
| 5 | – | – | – | 360 | 260 | 215 | 200 | 165 | 130 | |
| 6 | – | – | – | 350 | 240 | 190 | 165 | 130 | 110 | |
| M | 1 | – | – | – | – | – | – | 330 | 275 | 240 |
| 2 | – | – | – | – | – | – | 275 | 220 | 165 | |
| 3 | – | – | – | – | – | – | 220 | 185 | 145 | |
| K | 1 | 220 | 185 | 145 | – | – | – | 440 | 330 | 220 |
| 2 | 185 | 145 | 110 | – | – | – | 330 | 255 | 185 | |
| 3 | 110 | 90 | 75 | – | – | – | 145 | 110 | 75 | |
| N | 1–2 | 440 | 330 | 220 | – | – | – | – | – | – |
| 3 | 295 | 220 | 185 | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | |
| H | 1 | – | – | – | 260 | 205 | 170 | 170 | 120 | 95 |
Recommended Starting Speeds [SFM]
| Malzeme grubu | KC515M | |||
| P | 1 | 1080 | 960 | 840 |
| 2 | 1020 | 900 | 780 | |
| 3 | 900 | 780 | 660 | |
| 4 | 780 | 660 | 540 | |
| 5 | 660 | 540 | 420 | |
| 6 | 540 | 420 | 360 | |
| M | 1 | 1080 | 900 | 780 |
| 2 | 900 | 720 | 540 | |
| 3 | 720 | 600 | 480 | |
| K | 1 | 1440 | 1080 | 720 |
| 2 | 1080 | 840 | 600 | |
| 3 | 480 | 360 | 240 | |
| N | 1–2 | – | – | – |
| 3 | – | – | – | |
| S | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| H | 1 | 550 | 400 | 310 |