欢迎
请确认您的首选项
更新首选项
产品建议
Product Family suggestions
编辑解决方案
添加解决方案
解决方案名称:{{SolutionName}}Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

Mill 16 • ONGX-LE • 高精度周边研磨
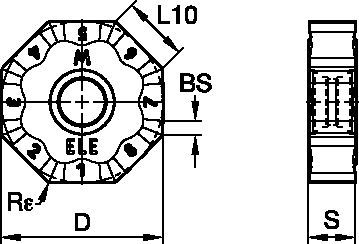
可转位刀片
Features and benefits
- ...ANENLE = 用于半精加工,可实现较好的表面质量。
- ...ENLE = 轻型加工刀片。
刀片选择指南
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | (Sert geometri) | ||||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | .E..LE | KC514M | .S..GP | KC514M | .S..HB | KC514M |
| K3 | .E..LE | KCK20 | .S..GP | KCK20 | .S..HB | KCK15 |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
推荐初始进给量[毫米]
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40 | ||||||||||||
| .E..LE | 0,23 | 0,66 | 1,16 | 0,17 | 0,47 | 0,83 | 0,13 | 0,35 | 0,62 | 0,11 | 0,31 | 0,54 | 0,10 | 0,28 | 0,49 | .E..LE |
| .S..GP | 0,33 | 0,74 | 1,26 | 0,24 | 0,53 | 0,90 | 0,18 | 0,40 | 0,67 | 0,16 | 0,35 | 0,59 | 0,14 | 0,32 | 0,54 | .S..GP |
| .S..HB | 0,33 | 0,84 | 1,35 | 0,24 | 0,60 | 0,97 | 0,18 | 0,45 | 0,72 | 0,16 | 0,39 | 0,63 | 0,14 | 0,36 | 0,57 | .S..HB |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Recommended Starting Feeds [IPT]
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40 | ||||||||||||
| .E..LE | .009 | .026 | .046 | .007 | .019 | .033 | .005 | .014 | .025 | .004 | .012 | .022 | .004 | .011 | .020 | .E..LE |
| .S..GP | .013 | .029 | .049 | .009 | .021 | .035 | .007 | .016 | .026 | .006 | .014 | .023 | .006 | .012 | .021 | .S..GP |
| .S..HB | .013 | .033 | .053 | .009 | .024 | .038 | .007 | .018 | .028 | .006 | .015 | .025 | .006 | .014 | .023 | .S..HB |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
推荐初始切削速度[米/分钟]
| Malzeme grubu | KC514M | KCK15 | KCK20 | KCPK30 | |||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 290 | 190 | 135 | 330 | 220 | 150 | 330 | 220 | 150 | 295 | 265 | 240 |
| 2 | 225 | 160 | 115 | 250 | 180 | 125 | 250 | 180 | 125 | 235 | 210 | 190 | |
| 3 | 190 | 135 | 110 | 220 | 150 | 120 | 220 | 150 | 120 | 195 | 175 | 160 | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
Recommended Starting Speeds [SFM]
| Malzeme grubu | KC514M | KCK15 | KCK20 | KCPK30 | |||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 955 | 625 | 495 | 1085 | 725 | 495 | 1085 | 725 | 495 | 970 | 870 | 785 |
| 2 | 745 | 525 | 410 | 820 | 595 | 410 | 820 | 595 | 410 | 770 | 690 | 625 | |
| 3 | 625 | 445 | 395 | 725 | 495 | 395 | 725 | 495 | 395 | 640 | 575 | 525 | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |