
B271Z_HP (15 x D) • KCMS20 • Stopka Z • Vrtáky HP pro hluboké otvory
Vrtáky pro hluboké otvory Beyond SC • Různé materiály • Chlazení středem
Vlastnosti a výhody
- Karbidové vrtáky HP pro hluboké otvory s vnitřním chlazením určené pro obrábění ocelí, litin a neželezných materiálů
- Karbidové vrtáky pro otvory s hloubkou až 15 x D a až 4-násobnou rychlostí než při použití konvenčních HSS a dělových vrtáků.
- Nejširší nabídka průměrů na trhu 2,383–16mm (.0938–.6299″).
- Geometrie se špičkou KMH je k dispozici jako semi-standard, zejména pro vrtání klikových hřídelí.
- Sorta KCPK20™ (B27_HPG) s povlakem AlCrN-TiAlN pro vynikající odolnost proti opotřebení. Nový ultra-jemný karbid zaručuje spolehlivost procesu i při vysokých řezných rychlostech při obrábění ocelí a litin.
- Nepovlakované sorta KN25™ Beyond (B27_HPS) s vysoce leštěným povrchem zaručuje vynikající odvod třísek a zamezuje tvorbě nárůstků při obrábění hliníku i při nízkém tlaku chladicí kapaliny nebo při použití mikromazání MQL.
Použití
Drilling: Stacked Plates
Drilling
Drilling: Inclined Exit
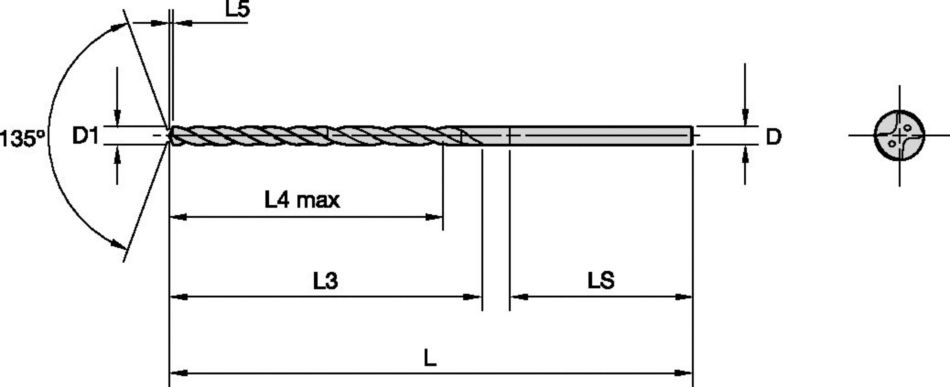
Tool Dimensions: 2flute/4margin/coolant
DIN number 6535
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling: Cross-Hole Drilling

