Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Kennametal à votre service
Support Clients
Nouveau client
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteBonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client Modifier le compte
Compte de livraison Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
Notifications
Mark all as read- Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Kennametal à votre service
Support Clients
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution:{{SolutionName}}- Produits
- /
- Outils d’usinage des métaux
- /
- Fraisage
- /
- Fraisage indexable
- /
- Fraises à copier
- /
- 5505VX Ball Nose End Mills • Stellram
- /
- 5505VX Weldon End Mills Flat • Stellram • Inch
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

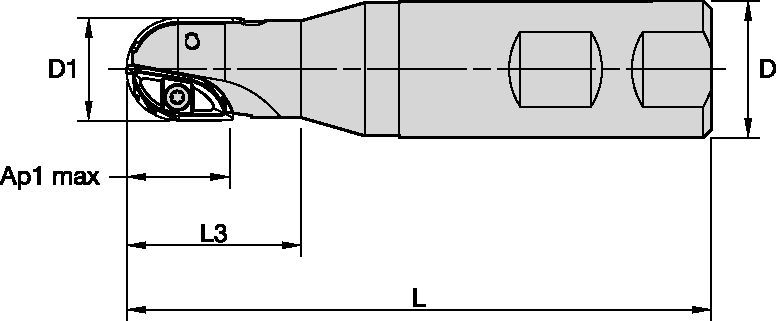
5505VX Weldon End Mills Flat • Stellram • Inch
Ball Nose Milling Cutter
Features and benefits
- Rough to semi-finish profiling and contour milling.
- Helical insert design for increased speeds and feeds.
- One insert geometry covers most materials for optimized inventory.
Uses and application
Profilage 3D
Queue — Cylindrique Weldon
Fraisage — Arrosage interne
Inclined Square End Mill
Guide de Sélection Plquette
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | R-F | SP6519 | R-F | SP6519 | R-F | SP6519 |
| P3–P4 | R-F | SP6519 | R-F | SP6519 | R-F | SP6519 |
| P5–P6 | R-F | SP6519 | R-F | SP6519 | R-F | SP6519 |
| M1–M2 | R-F | SP6519 | R-F | SP6519 | R-F | SP6519 |
| M3 | R-F | SP6519 | R-F | SP6519 | R-F | SP6519 |
| K1–K2 | R-F | SP6519 | R-F | SP6519 | R-F | SP6519 |
| K3 | R-F | SP6519 | R-F | SP6519 | R-F | SP6519 |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | R-F | SP6519 | R-F | SP6519 | R-F | SP6519 |
| S3 | R-F | SP6519 | R-F | SP6519 | R-F | SP6519 |
| S4 | R-F | SP6519 | R-F | SP6519 | R-F | SP6519 |
| H1 | R-F | SP6519 | R-F | SP6519 | R-F | SP6519 |
At .315 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .004 | .009 | .016 | .003 | .007 | .011 | .002 | .005 | .009 | .002 | .004 | .007 | .002 | .004 | .007 | R-F |
At .157 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At .079 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .004 | .008 | .014 | .003 | .006 | .010 | .002 | .004 | .007 | .002 | .004 | .006 | .002 | .004 | .006 | R-F |
At .039 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .008 | .017 | .028 | .006 | .012 | .020 | .004 | .009 | .015 | .004 | .008 | .013 | .003 | .007 | .012 | R-F |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .006 | .012 | .021 | .004 | .009 | .015 | .003 | .007 | .011 | .003 | .006 | .010 | .002 | .005 | .009 | R-F |
At .394 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .004 | .010 | .016 | .003 | .007 | .011 | .002 | .006 | .008 | .002 | .005 | .007 | .002 | .004 | .007 | R-F |
At .197 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At .098 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .004 | .012 | .018 | .003 | .009 | .013 | .002 | .006 | .010 | .002 | .006 | .008 | .002 | .005 | .008 | R-F |
At .049 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .008 | .021 | .032 | .006 | .015 | .023 | .004 | .012 | .017 | .004 | .010 | .015 | .003 | .009 | .014 | R-F |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .006 | .016 | .024 | .004 | .011 | .017 | .003 | .008 | .013 | .003 | .007 | .011 | .002 | .007 | .010 | R-F |
At .492 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .004 | .011 | .019 | .003 | .008 | .013 | .002 | .006 | .010 | .002 | .005 | .009 | .002 | .005 | .008 | R-F |
At .250 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At .125 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .004 | .013 | .021 | .003 | .010 | .015 | .002 | .007 | .012 | .002 | .006 | .010 | .002 | .006 | .009 | R-F |
At .063 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .008 | .024 | .038 | .005 | .017 | .028 | .004 | .013 | .021 | .004 | .011 | .018 | .003 | .010 | .016 | R-F |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .006 | .017 | .028 | .004 | .012 | .020 | .003 | .009 | .015 | .003 | .008 | .013 | .002 | .007 | .012 | R-F |
At .630 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At .315 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .004 | .011 | .019 | .003 | .008 | .013 | .002 | .006 | .010 | .002 | .005 | .009 | .002 | .005 | .008 | R-F |
At .157 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .004 | .013 | .021 | .003 | .010 | .015 | .002 | .007 | .012 | .002 | .006 | .010 | .002 | .006 | .009 | R-F |
At .079 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .008 | .024 | .039 | .006 | .017 | .028 | .004 | .013 | .021 | .004 | .011 | .018 | .003 | .010 | .017 | R-F |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .006 | .017 | .028 | .004 | .013 | .020 | .003 | .009 | .015 | .003 | .008 | .013 | .002 | .007 | .012 | R-F |
At .787 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .004 | .013 | .022 | .003 | .009 | .016 | .002 | .007 | .012 | .002 | .006 | .010 | .002 | .005 | .010 | R-F |
At .394 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At .197 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .008 | .026 | .047 | .006 | .019 | .033 | .004 | .014 | .025 | .004 | .012 | .022 | .003 | .011 | .020 | R-F |
At .098 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .004 | .015 | .026 | .003 | .010 | .019 | .002 | .008 | .014 | .002 | .007 | .012 | .002 | .006 | .011 | R-F |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .006 | .019 | .034 | .004 | .014 | .024 | .003 | .010 | .018 | .003 | .009 | .016 | .002 | .008 | .015 | R-F |
At .984 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .004 | .015 | .025 | .003 | .011 | .018 | .002 | .008 | .014 | .002 | .007 | .012 | .002 | .006 | .011 | R-F |
At .500 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At .250 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .004 | .017 | .029 | .003 | .012 | .021 | .002 | .009 | .016 | .002 | .008 | .014 | .002 | .007 | .012 | R-F |
At .125 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .008 | .031 | .052 | .005 | .022 | .038 | .004 | .016 | .028 | .004 | .014 | .024 | .003 | .013 | .022 | R-F |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| R-F | .006 | .022 | .038 | .004 | .016 | .027 | .003 | .012 | .020 | .003 | .010 | .018 | .002 | .010 | .016 | R-F |