Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Kennametal à votre service
Support Clients
Nouveau client
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteBonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client Modifier le compte
Compte de livraison Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
Notifications
Mark all as read- Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Kennametal à votre service
Support Clients
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution:{{SolutionName}}- Produits
- /
- Outils d’usinage des métaux
- /
- Fraisage
- /
- Fraisage indexable
- /
- Fraises à copier
- /
- Fraisage en plongée
- /
- Flat Bottom Indexable
- /
- Plaquettes pour fraise pour fraisage en plongée selon l'axe Z • SDET-GDZ
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
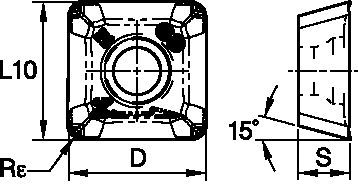
Plaquettes pour fraise pour fraisage en plongée selon l'axe Z • SDET-GDZ
Fraise pour fraisage en plongée selon l'axe Z
Features and benefits
- Plaquette rectifiée de précision.
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | .E..GDZ | KC725M | .S..GDZ | KC725M | .E..HPZ | KC725M |
| P3–P4 | .S..GDZ | KCPK30 | .E..HPZ | KCPK30 | .S..HPZ | KCPK30 |
| P5–P6 | .S..GDZ | KCPK30 | – | – | – | – |
| M1–M2 | .E..GDZ | KC725M | .S..GDZ | KC725M | .E..HPZ | KC725M |
| M3 | .S..GDZ | KCPK30 | .E..HPZ | KCPK30 | .S..HPZ | KCPK30 |
| K1–K2 | .E..GDZ | KCPK30 | .S..GDZ | KCPK30 | .E..HPZ | KCPK30 |
| K3 | .S..GDZ | KCPK30 | .E..HPZ | KCPK30 | .S..HPZ | KCPK30 |
| N1–N2 | .F..LE | KC410M | .F..LE | KC410M | .F..LE | KC410M |
| N3 | – | – | – | – | – | – |
| S1–S2 | .E..GDZ | KC725M | .S..GDZ | KC725M | .E..HPZ | KC725M |
| S3 | .S..GDZ | KC725M | .E..HPZ | KC725M | .S..HPZ | KC725M |
| S4 | .E..HPZ | KC725M | .S..HPZ | KC725M | – | – |
| H1 | – | – | – | – | – | – |
Guide de sélection des plaquettes
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1 | ||||||
| P3 | ||||||
| P5 | .S..GDZ | KCPK30 | .E..HPZ | KCPM20 | .S..HPZ | KCPM20 |
| M1 | .E..GDZ | KC725M | .S..GDZ | KC725M | .E..HPZ | KCPK30 |
| M3 | .S..GDZ | KCPK30 | .E..HPZ | KCPK30 | .S..HPZ | KCPK30 |
| K1 | ||||||
| K3 | ||||||
| N1 | ||||||
| N3 | ||||||
| S1 | .E..GDZ | KC725M | .S..GDZ | KC725M | .E..HPZ | KC522M |
| S3 | .S..GDZ | KC725M | .E..HPZ | KC725M | .S..HPZ | KC725M |
| S4 | .E..HPZ | KC725M | .S..HPZ | KC725M | ||
| H1 | ||||||
Avances de départ recommandées [mm]
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .F..LE | — | — | — | — | — | — | — | — | — | — | — | — | 0,05 | 0,10 | 0,20 | .F..LE |
| .E..GDZ | — | — | — | — | — | — | — | — | — | — | — | — | 0,09 | 0,25 | 0,41 | .E..GDZ |
| .S..GDZ | — | — | — | — | — | — | — | — | — | — | — | — | 0,10 | 0,25 | 0,41 | .S..GDZ |
| .E..HPZ | — | — | — | — | — | — | — | — | — | — | — | — | 0,10 | 0,25 | 0,41 | .E..HPZ |
| .S..HPZ | — | — | — | — | — | — | — | — | — | — | — | — | 0,10 | 0,25 | 0,41 | .S..HPZ |
Avances de départ recommandées [mm]
| Kesici uç geometrisi | Radyal kesme derinliği (ae) yüzdesi olarak programlanan diş başına ilerleme (fz) | Kesici uç geometrisi | ||
| 50–100% | ||||
| Bütün kesici uçlar | 0,004 | 0,010 | 0,016 | Bütün kesici uçlar |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Recommended Starting Feeds [IPT]
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .F..LE | .002 | .004 | .008 | .F..LE | ||||||||||||
| .E..GDZ | .004 | .010 | .016 | .E..GDZ | ||||||||||||
| .S..GDZ | .004 | .010 | .016 | .S..GDZ | ||||||||||||
| .E..HPZ | .004 | .010 | .016 | .E..HPZ | ||||||||||||
| .S..HPZ | .004 | .010 | .016 | .S..HPZ | ||||||||||||
Vitesses de départ recommandées [m/mn]
| Malzeme grubu | KC410M | KC522M | KC725M | KCPM20 | KCPK30 | |||||||||||
| P | 1 | – | – | – | 395 | 345 | 325 | 315 | 275 | 255 | 660 | 580 | 535 | 545 | 475 | 440 |
| 2 | – | – | – | 330 | 290 | 240 | 260 | 230 | 195 | 410 | 370 | 330 | 335 | 305 | 275 | |
| 3 | – | – | – | 305 | 255 | 215 | 240 | 205 | 170 | 370 | 330 | 305 | 305 | 275 | 250 | |
| 4 | – | – | – | 270 | 225 | 180 | 215 | 180 | 145 | 275 | 255 | 230 | 225 | 210 | 190 | |
| 5 | – | – | – | 225 | 200 | 180 | 180 | 160 | 145 | 330 | 300 | 275 | 310 | 275 | 255 | |
| 6 | – | – | – | 200 | 150 | 120 | 160 | 120 | 95 | 230 | 200 | 175 | 190 | 165 | – | |
| M | 1 | – | – | – | 245 | 215 | 200 | 205 | 180 | 165 | 270 | 240 | 205 | 250 | 220 | 190 |
| 2 | – | – | – | 225 | 190 | 160 | 185 | 160 | 130 | 245 | 215 | 190 | 225 | 195 | 170 | |
| 3 | – | – | – | 170 | 145 | 115 | 140 | 120 | 95 | 195 | 175 | 150 | 175 | 160 | 140 | |
| K | 1 | – | – | – | 275 | 250 | 220 | – | – | – | 435 | 390 | 350 | 355 | 320 | 285 |
| 2 | – | – | – | 215 | 195 | 180 | – | – | – | 345 | 310 | 280 | 280 | 255 | 230 | |
| 3 | – | – | – | 180 | 160 | 145 | – | – | – | 290 | 255 | 240 | 235 | 210 | 195 | |
| N | 1–2 | 1460 | 1300 | 1195 | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | 50 | 45 | 35 | 45 | 35 | 30 | – | – | – | – | – | – |
| 2 | – | – | – | 50 | 45 | 35 | 45 | 35 | 30 | – | – | – | – | – | – | |
| 3 | – | – | – | 60 | 50 | 35 | 55 | 45 | 30 | – | – | – | – | – | – | |
| 4 | – | – | – | 85 | 60 | 45 | 75 | 55 | 35 | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
Vitesses de départ recommandées [m/mn]
| Malzeme grubu | KC522M | KC725M | KCPK30 | KCSM30 | |||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 6 | 200 | 150 | 120 | 160 | 120 | 95 | – | – | – | – | – | – | |
| M | 1 | 245 | 215 | 200 | 205 | 180 | 165 | – | – | – | – | – | – |
| 2 | 225 | 190 | 160 | 185 | 160 | 130 | – | – | – | – | – | – | |
| 3 | 170 | 145 | 115 | 140 | 120 | 95 | – | – | – | – | – | – | |
| K | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| N | 1–2 | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 50 | 45 | 35 | 35 | 30 | – | – | – | – | – | – | – |
| 2 | 50 | 45 | 35 | 30 | 30 | – | – | – | – | – | – | – | |
| 3 | 60 | 50 | 35 | 40 | 40 | – | – | – | – | – | – | – | |
| 4 | 85 | 60 | 45 | 50 | 45 | – | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
Recommended Starting Speeds [SFM]
| Malzeme grubu | KC410M | KC522M | KC725M | KCPM20 | KCPK30 | |||||||||||
| P | 1 | – | – | – | 1300 | 1130 | 1060 | 1030 | 900 | 840 | 2170 | 1910 | 1760 | 1780 | 1560 | 1450 |
| 2 | – | – | – | 1080 | 950 | 790 | 860 | 760 | 640 | 1340 | 1210 | 1090 | 1100 | 1000 | 900 | |
| 3 | – | – | – | 1000 | 840 | 700 | 790 | 670 | 550 | 1210 | 1090 | 1000 | 1000 | 900 | 820 | |
| 4 | – | – | – | 890 | 730 | 590 | 710 | 590 | 470 | 910 | 840 | 760 | 740 | 690 | 620 | |
| 5 | – | – | – | 730 | 660 | 590 | 590 | 530 | 470 | 1090 | 980 | 900 | 1020 | 910 | 830 | |
| 6 | – | – | – | 650 | 490 | 400 | 520 | 400 | 310 | 760 | 660 | 570 | 620 | 540 | – | |
| M | 1 | – | – | – | 800 | 710 | 650 | 670 | 590 | 540 | 880 | 790 | 680 | 820 | 720 | 620 |
| 2 | – | – | – | 730 | 620 | 520 | 610 | 520 | 430 | 800 | 700 | 620 | 730 | 640 | 550 | |
| 3 | – | – | – | 550 | 480 | 370 | 460 | 400 | 310 | 640 | 570 | 490 | 570 | 520 | 460 | |
| K | 1 | 510 | 480 | 450 | 900 | 820 | 720 | – | – | – | 1420 | 1280 | 1150 | 1160 | 1050 | 940 |
| 2 | 450 | 420 | 390 | 710 | 640 | 590 | – | – | – | 1130 | 1010 | 920 | 920 | 830 | 760 | |
| 3 | 400 | 350 | 310 | 590 | 530 | 480 | – | – | – | 950 | 840 | 780 | 770 | 690 | 640 | |
| N | 1–2 | 1980 | 1860 | 1770 | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | 1620 | 1440 | 1260 | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | 160 | 140 | 110 | 140 | 120 | 100 | – | – | – | – | – | – |
| 2 | – | – | – | 160 | 140 | 110 | 140 | 120 | 100 | – | – | – | – | – | – | |
| 3 | – | – | – | 200 | 160 | 110 | 180 | 140 | 100 | – | – | – | – | – | – | |
| 4 | – | – | – | 280 | 200 | 140 | 240 | 180 | 120 | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |