



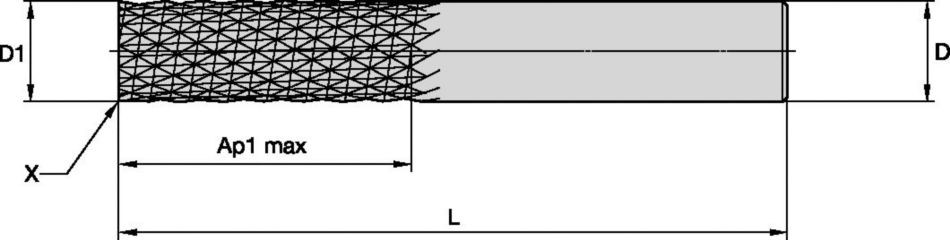
KenCut™ CF • CBDB • Chamfered • 12 Flutes • Plain Shank • Inch
Solid Carbide End Mill for CFRP
Features and benefits
- Solid carbide end mill for carbon fibre reinforced parts maching (CFRP).
- Solid carbide end mill for composite and fibre glass machining.
- Bur style router for highest material removal rates and superior surface quality.
- Ideal for trimming CFRP and fibre glass. For slotting and profiling suitable.
Uses and application
Flute Configuration: 12
Ramping : Ébauche
Rainurage : Bout plat
Fraisage de côté/avec épaulement : Bout plat
Angle d'hélice : 15°
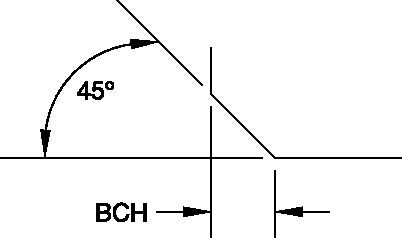
Style de bec : Chanfrein de bec


