
KenDrill™ HPR • 15 x D • Arrosage interne • Queue cylindrique • Métrique
Foret carbure monobloc pour perçages profonds des aciers et fontes
Features and benefits
- Performances éprouvées avec notre géométrie HPR et la nuance KCK10A pour une meilleure résistance à la chaleur et à l’usure.
- Productivité jusqu’à quatre fois plus élevée face à des forets conventionnels.
- Meilleure durée de vie outil dans les aciers et fontes par rapport aux concurrents.
- Économies nettes grâce à un débit copeaux plus élevé.
Uses and application
Perçage
Perçage : Sortie inclinée
Perçage : Tôles empilées
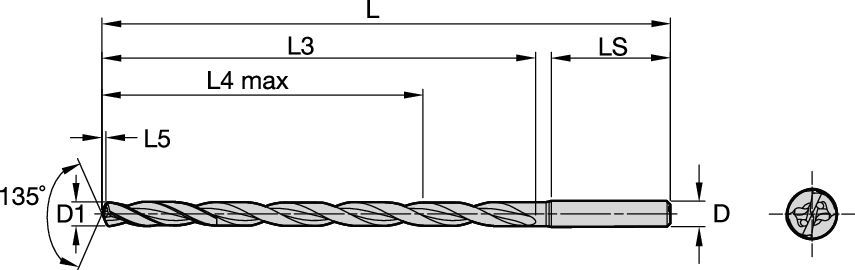
Dimensions de l'outil : 2 goujures/4 listels/lubrifiant
DIN 6535
Perçage — Arrosage interne
Arrosage interne : MQL (Quantité minimale de lubrification) : Perçage
Queue — Cylindrique Classique ≤h6
Angle d'hélice : 30°
Drilling: Cross-Hole Drilling