Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Kennametal à votre service
Support Clients
Nouveau client
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteBonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client Modifier le compte
Compte de livraison Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
Notifications
Mark all as read- Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Kennametal à votre service
Support Clients
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution:{{SolutionName}}- Produits
- /
- Outils d’usinage des métaux
- /
- Perçage
- /
- Alésages de précision
- /
- Alésage avec alésoir
- /
- PCD Reamers
- /
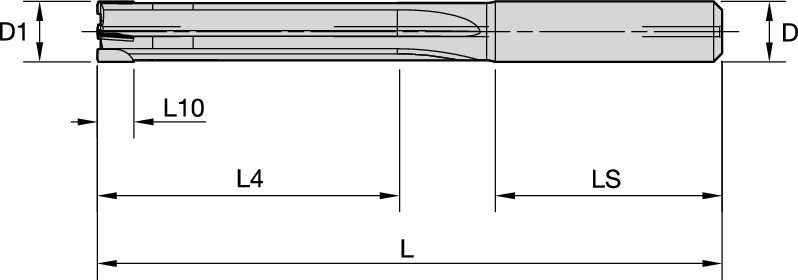
- Alésoir PCD • R225 • 5 x D • Arrosage interne • Queue droite • Métrique
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.


Alésoir PCD • R225 • 5 x D • Arrosage interne • Queue droite • Métrique
Alésoir PCD • R225 • 5 x D • Arrosage interne
Uses and application
Alésage : trou débouchant
Alésage : trou borgne
| Material |  |  | |||||||||||
| Cutting Speed | Inch | ||||||||||||
| Range | Recommended feed per tooth (IPT = inch/th) | ||||||||||||
| Min | Starting Value | Max | > = .20 | > = .40 | > = .60 | > = 1.00 | > = 1.20 | > = 2.00 | > = 2.80 | max. 4.00 | |||
| N | 1 | 500 | 1200 | 2100 | IPR | .002 – .006 | .003 – .008 | .004 – .010 | .005 – .011 | .005 – .011 | .005 – .011 | .005 – .011 | .005 – .011 |
| 2 | 500 | 1500 | 2000 | IPR | .002 – .006 | .003 – .008 | .004 – .010 | .005 – .011 | .005 – .011 | .005 – .011 | .005 – .011 | .005 – .011 | |
| 3 | 500 | 1300 | 1800 | IPR | .002 – .006 | .003 – .008 | .004 – .010 | .005 – .011 | .005 – .011 | .005 – .011 | .005 – .011 | .005 – .011 | |
| 4 | 300 | 800 | 1100 | IPR | .002 – .006 | .002 – .008 | .004 – .010 | .005 – .011 | .005 – .011 | .005 – .011 | .005 – .011 | .005 – .011 | |
| Material | | | |||||||||||
| Cutting Speed | Metric | ||||||||||||
| Range | Recommended feed per tooth (fz = mm/th) | ||||||||||||
| Min | Starting Value | Max | > = 5,0 | > = 10,0 | > = 16,0 | > = 25,0 | > = 32,0 | > = 50,0 | > = 70,0 | max. 100,0 | |||
| N | 1 | 150 | 350 | 650 | mm/r | 0,06 | 0,08 | 0,10 | 0,12 | 0,12 | 0,12 | 0,12 | 0,12 |
| 2 | 150 | 450 | 600 | mm/r | 0,06 | 0,06 | 0,08 | 0,08 | 0,08 | 0,10 | 0,10 | 0,10 | |
| 3 | 150 | 400 | 550 | mm/r | 0,05 | 0,05 | 0,05 | 0,06 | 0,06 | 0,08 | 0,08 | 0,08 | |
| 4 | 100 | 250 | 350 | mm/r | 0,05 | 0,05 | 0,05 | 0,06 | 0,06 | 0,08 | 0,08 | 0,08 | |
| Material | | | |||||||||||
| Cutting Speed | Metric | ||||||||||||
| Range | Recommended feed per tooth (fz = mm/th) | ||||||||||||
| Min | Starting Value | Max | > = 5,0 | > = 10,0 | > = 16,0 | > = 25,0 | > = 32,0 | > = 50,0 | > = 70,0 | max. 100,0 | |||
| N | 1 | 150 | 350 | 650 | mm/r | 0,06 | 0,08 | 0,10 | 0,12 | 0,12 | 0,12 | 0,12 | 0,12 |
| 2 | 150 | 450 | 600 | mm/r | 0,06 | 0,06 | 0,08 | 0,08 | 0,08 | 0,10 | 0,10 | 0,10 | |
| 3 | 150 | 400 | 550 | mm/r | 0,05 | 0,05 | 0,05 | 0,06 | 0,06 | 0,08 | 0,08 | 0,08 | |
| 4 | 100 | 250 | 350 | mm/r | 0,05 | 0,05 | 0,05 | 0,06 | 0,06 | 0,08 | 0,08 | 0,08 | |