Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Kennametal à votre service
Support Clients
Nouveau client
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteBonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client Modifier le compte
Compte de livraison Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
Notifications
Mark all as read- Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Kennametal à votre service
Support Clients
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution:{{SolutionName}}- Produits
- /
- Outils d’usinage des métaux
- /
- Fraisage
- /
- Fraisage indexable
- /
- Fraises à surfacer
- /
- KSSR
- /
- Plaquettes pour KSSR • SNXF-ZNLD
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.


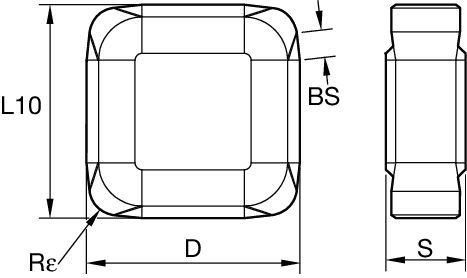
Plaquettes pour KSSR • SNXF-ZNLD
Plaquettes indexables • KSSR • SNXF 1204...
Features and benefits
- Milling insert for cast iron and compacted graphite iron (CGI) machining.
- High-precision periphery ground insert.
- Indexabe milling insert with eight cutting edges.
- Perfect solution for any production with transfer lines.
Guide de sélection des plaquettes
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | – | (Sert geometri) | ||||
| Aşınma direnci |  | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1 | – | – | – | – | – | – |
| P3 | – | – | – | – | – | – |
| P5 | – | – | – | – | – | – |
| M1 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1 | .E..LD | KCK15 | .S..GP | KCK15 | .A..SN | KY3500 |
| K3 | .E..LD | KCK20 | .S..GP | KCK20 | .S..HE | KCK20 |
| N1 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
Avances de départ recommandées [mm]
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..LD | 0,18 | 0,46 | 0,82 | 0,13 | 0,33 | 0,59 | 0,10 | 0,25 | 0,44 | 0,09 | 0,22 | 0,39 | 0,08 | 0,20 | 0,35 | .E..LD |
| .S..GP | 0,20 | 0,50 | 0,90 | 0,14 | 0,36 | 0,65 | 0,11 | 0,27 | 0,48 | 0,09 | 0,24 | 0,42 | 0,09 | 0,22 | 0,39 | .S..GP |
| .S..HE | 0,18 | 0,51 | 0,95 | 0,13 | 0,37 | 0,69 | 0,10 | 0,28 | 0,51 | 0,09 | 0,24 | 0,45 | 0,08 | 0,22 | 0,41 | .S..HE |
| .A..SN | 0,24 | 0,59 | 0,95 | 0,17 | 0,43 | 0,69 | 0,13 | 0,32 | 0,51 | 0,11 | 0,28 | 0,45 | 0,10 | 0,26 | 0,41 | .A..SN |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Vitesses de départ recommandées [m/mn]
| Malzeme grubu | KCK15 | KC514M | KC524M | KC907M | KC914M | KC917M | KY3500 | |||||||||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 505 | 460 | 410 | 480 | 350 | 255 | 450 | 320 | 230 | 490 | 365 | 305 | 420 | 360 | 300 | 360 | 300 | 240 | 965 | 880 | 780 |
| 2 | 400 | 355 | 330 | 420 | 280 | 205 | 390 | 250 | 190 | 385 | 300 | 250 | 360 | 300 | 250 | 300 | 240 | 200 | 765 | 685 | 635 | |
| 3 | 335 | 300 | 275 | 335 | 260 | 200 | 300 | 225 | 160 | 300 | 250 | 200 | 300 | 250 | 200 | 240 | 200 | 160 | 645 | 570 | 525 | |
| N | 1–2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |