Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Kennametal à votre service
Support Clients
Nouveau client
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteBonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client
Modifier le compte
Compte de livraison
Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
-
Notifications
Mark all as read - Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s)
ajoutées avec succès au panier
Voir le panier
Voir le panier
Kennametal à votre service
Support Clients
Article(s)
ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution: {{SolutionName}}- Produits
- /
- SDMT12-41 • Stellram
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

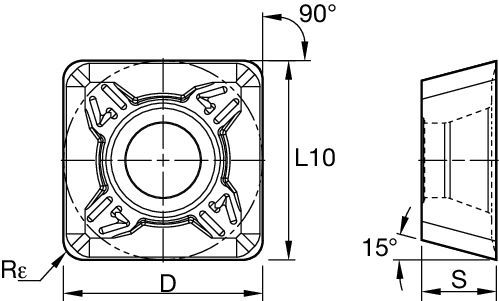
SDMT12-41 • Stellram
Plaquettes de fraisage
| Werkstoffgruppe | Leichte Bearbeitung | Allgemeine Anwendung | Schruppbearbeitung | |||
| – | (Leicht schneidende Geometrie) | (Stabile Geometrie) | ||||
| – | Verschleiß- festigkeit |  |
Zähigkeit | |||
| – | Geometrie | Sorte | Geometrie | Sorte | Geometrie | Sorte |
| P1–P2 | .E..422 | SP6519 | .E..41 | SP6519 | .E..423 | SP6519 |
| P3–P4 | .E..41 | MP91M | .E..423 | SP6519 | ...TN | SP6519 |
| P5–P6 | .E..41 | SP6519 | .E..423 | SP6519 | ...TN | SP6519 |
| M1–M2 | .E..422 | KCSM40 | .E..41 | KCSM40 | .E..423 | KCSM40 |
| M3 | .E..41 | KCSM40 | .E..423 | KCSM40 | ...TN | KCSM40 |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | .E..422 | KCSM40 | .E..41 | KCSM40 | .E..423 | KCSM40 |
| S3 | .E..41 | KCSM40 | .E..423 | KCSM40 | ...TN | KCSM40 |
| S4 | .E..41 | X500 | .E..423 | X500 | ...TN | X500 |
| H1 | – | – | – | – | – | – |
Avances de départ recommandées [mm]
| 5230 VS12 • Recommended Starting Feeds [mm/th] | ||||||||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | |||||||||||
| 10% | 20% | 30% | 40–100% | |||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | |
| .E..422 | 0.004 | 0.013 | 0.021 | 0.003 | 0.010 | 0.016 | 0.002 | 0.009 | 0.014 | 0.002 | 0.008 | 0.013 |
| .E..423 | 0.005 | 0.015 | 0.025 | 0.004 | 0.011 | 0.019 | 0.003 | 0.010 | 0.016 | 0.003 | 0.009 | 0.015 |
| .E..41 | 0.006 | 0.017 | 0.027 | 0.004 | 0.013 | 0.020 | 0.004 | 0.011 | 0.017 | 0.003 | 0.010 | 0.016 |
| ...TN | 0.007 | 0.017 | 0.025 | 0.005 | 0.013 | 0.019 | 0.004 | 0.011 | 0.016 | 0.004 | 0.010 | 0.015 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use "Light Machining" values as starting feed rate. | ||||||||||||
| Leichte Bearbeitung | Allgemeine Anwendung | Schruppbearbeitung |
| 5230 VS12 • Recommended Starting Feeds [IPT] | ||||||||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | |||||||||||
| 10% | 20% | 30% | 40–100% | |||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | |
| .E..422 | 0.004 | 0.013 | 0.021 | 0.003 | 0.010 | 0.016 | 0.002 | 0.009 | 0.014 | 0.002 | 0.008 | 0.013 |
| .E..423 | 0.005 | 0.015 | 0.025 | 0.004 | 0.011 | 0.019 | 0.003 | 0.010 | 0.016 | 0.003 | 0.009 | 0.015 |
| .E..41 | 0.006 | 0.017 | 0.027 | 0.004 | 0.013 | 0.020 | 0.004 | 0.011 | 0.017 | 0.003 | 0.010 | 0.016 |
| ...TN | 0.007 | 0.017 | 0.025 | 0.005 | 0.013 | 0.019 | 0.004 | 0.011 | 0.016 | 0.004 | 0.010 | 0.015 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use "Light Machining" values as starting feed rate. | ||||||||||||
| Leichte Bearbeitung | Allgemeine Anwendung | Schruppbearbeitung |