Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Kennametal à votre service
Support Clients
Nouveau client
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteBonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client Modifier le compte
Compte de livraison Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
Notifications
Mark all as read- Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Kennametal à votre service
Support Clients
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution:{{SolutionName}}- Produits
- /
- Outils d’usinage des métaux
- /
- Filetage
- /
- Fraisage de filetage
- /
- TM25
- /
- Parallel Thread Mills
- /
- TMS25 Parallel Cutter • Shell Mill • Inch
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

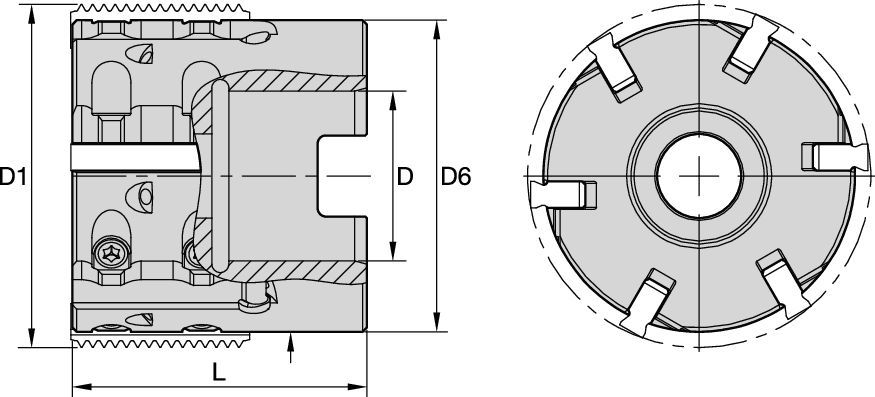
TMS25 Parallel Cutter • Shell Mill • Inch
TMS25 • Shell Mill • Parallel Threads
Features and benefits
- 1.540–2.320" cutting diameter range.
- For internal and external threading on most types of workpiece materials.
- One tool is used for both right- and left-hand threads.
- All cutters have through-coolant capability.
- Utilizes inserts with various profiles and pitches.
TM25 Inserts
| Materials | Brinell | surface speeds | indexable inserts | |
| steel | HB | KC610M | KC635M | feed fz (IPT) |
| P1 | 125 | 325–675 | 290–590 | .002–.008 |
| P2 | 180 | 290–550 | 290–520 | .002–.008 |
| P3 | 225 | 200–425 | 225–375 | .002–.008 |
| P4 | 250 | 250–490 | 250–500 | .002–.008 |
| P5 | 275 | 250–425 | 250–500 | .002–.006 |
| P6 | 325 | 225–350 | 200–325 | .002–.004 |
| stainless steel | ||||
| M1 | 180 | 325–550 | 375–590 | .002–.004 |
| M2 | 250 | 225–450 | 325–450 | .002–.004 |
| M3 | 330 | 225–375 | 325–375 | .002–.004 |
| cast iron | ||||
| K1 | 180 | 200–425 | 325–450 | .001–.003 |
| K2 | 220 | 200–390 | 250–325 | .002–.006 |
| K3 | 260 | 160–290 | 200–275 | .002–.004 |
| non-ferrous | ||||
| N1 | 60–100 | 325–820 | – | .002–.010 |
| high-temp alloys | ||||
| S1 | 200 | 65–140 | 65–130 | .002–.004 |
| S2 | 250 | 65–90 | 65–90 | .001–.002 |
| S3 | 280 | 50–65 | 50–65 | .001–.002 |
| S4 | 350 | 30–50 | 30–50 | .001–.002 |
| hardened steel | ||||
| H1 | 55HRc | 65–140 | 65–140 | .0004–.001 |
| Thread Application per Toolholder | |||||
| min thread Ø | |||||
| toolholder | D1 | ISO (fine) | UN/UNF/UNEF/UNS | BSW | BSP(G) |
| TMS25D154L126Z5 | 1.540 | M42 x 1; M42 x 1.5; | 1 11/16–12UNF; 1 3/4–14UNS; | 1 3/4–16; 1 3/4–12 | 1 1/2–11 |
| TMS25D193L138Z7 | 1.930 | M52 x 1; M55 x 1.5; | 2 1/8–12UN; 2 1/16–16UN; | 2 1/4–16; 2 1/4–12 | 1 3/4–11 |
| TMS25D232L158Z9 | 2.320 | M64 x 1; M64 x 1.5; | 2 1/2–18UN; 2 1/2–20UN; | 2 1/2–16; 2 1/2–12 | 2 1/4–11 |