
HARVI™ I TE • Abgerundet • 5 Spannuten • Glatter Schaft • Metrisch
HARVI™ II Vollhartmetall-Schaftfräser zum Schruppen und Schlichten mehrerer Werkstoffe
Features and benefits
- Universeller Vollhartmetall-Schaftfräser für Stähle, rostfreien Stahl, Gusseisen und hochwarmfeste Legierungen.
- HARVI™ II Vollhartmetall-Schaftfräser decken eine Vielzahl von Arbeitsgängen ab, einschließlich dynamischem Fräsen.
- HARVI™ II Vollhartmetall-Schaftfräser verfügen über ungleiche Spannutenabstände für ratterfreie Bearbeitung bei höchsten Vorschüben.
- Nutenfräsen bis 1×D.
Uses and application
Trochoidal Milling
Schräg-Eintauchfräsen 3°
Nutenfräsen: Ebene Stirnfläche
Umfangfräsen/Schulterfräsen: Ebene Stirnfläche
Werkzeugabmessungen: Schneidreihen: 5
Spiralwinkel: 38°
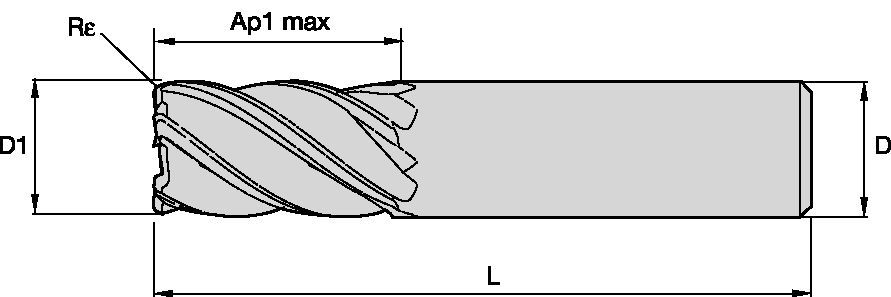
Schneideckenausführung: Eckenradius

