Willkommen
Bestätigen Sie bitte Ihre Präferenzen
Einstellungen aktualisieren
Produktvorschläge
Product Family suggestions
Kennametal steht Ihnen zur Diensten
Hallo, User Name
Das von Ihnen ausgewählte Konto:
Es gibt ein Problem mit Ihrem Konto. Bitte kontaktieren Sie den Kundendienst.
Kundenkonto Konto ändern
Lieferadresse Konto ändern
- Übersicht
- Bestellungen verwalten
- Kanäle verwalten
- Adressbuch
Notifications
Mark all as read- Passwort ändern
- Mein Profil
- Abmelden
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Mehr bekommen, weniger zahlen mit unseren zeitlich begrenzten angeboten. Jetzt bestellen
Kennametal steht Ihnen zur Diensten
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Lösung bearbeiten
Lösung hinzufügen
Lösungsname:{{SolutionName}}- Produkte
- /
- Metallbearbeitungswerkzeuge
- /
- Fräsen
- /
- Fräsen mit Wendeschneidplatten
- /
- Planfräser
- /
- KSOM:
- /
- Wendeschneidplatten für KSOM • OFKT-LB
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
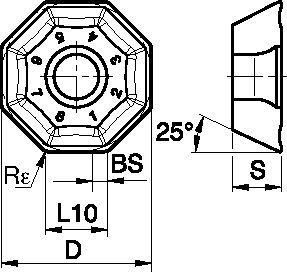
Wendeschneidplatten für KSOM • OFKT-LB
Wendeschneidplatten
Features and benefits
- Erste Wahl für leichte Bearbeitungen.
Auswahlhilfe für Wendeschneidplatten
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | – | (Sert geometri) | ||||
| Aşınma direnci |  | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | .E..LB | KCPK30 | .E..GB | KCPM40 | .S..HB | KCPM40 |
| P3–P4 | .E..LB | KCPK30 | .E..GB | KCPK30 | .S..HB | KCPK30 |
| P5–P6 | .E..LB | KC725M | .E..GB | KC725M | .S..HB | KC725M |
| M1–M2 | .E..LB | KC725M | .E..GB | KC725M | .S..HB | KC725M |
| M3 | .E..LB | KCSM40 | .E..GB | KCSM40 | .S..HB | KCSM40 |
| K1–K2 | .E..LB | KCK15 | .E..GB | KC520M | .S..HB | KCK15 |
| K3 | .E..LB | KC520M | .E..GB | KC520M | .S..HB | KC520M |
| N1–N2 | .F..LNJ | KC410M | .F..LNJ | KC410M | .F..LNJ | KC410M |
| N3 | .F..LNJ | KC410M | .F..LNJ | KC410M | .F..LNJ | KC410M |
| S1–S2 | .E..LB | KC725M | .E..GB | KC725M | .S..HB | KC725M |
| S3 | .E..LB | KCSM40 | .E..GB | KCSM40 | .S..HB | KCSM40 |
| S4 | .E..LB | KCSM40 | .E..GB | KCSM40 | .S..HB | KCSM40 |
| H1 | – | – | – | – | – | – |
Empfohlene Startwerte für Vorschübe [mm]
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .F..LNJ | 0,17 | 0,67 | 1,20 | 0,12 | 0,49 | 0,86 | 0,09 | 0,36 | 0,64 | 0,08 | 0,32 | 0,56 | 0,07 | 0,29 | 0,51 | .F..LNJ |
| .E..LB | 0,34 | 0,75 | 1,20 | 0,25 | 0,54 | 0,86 | 0,19 | 0,40 | 0,64 | 0,16 | 0,35 | 0,56 | 0,15 | 0,32 | 0,51 | .E..LB |
| .S..LB | 0,34 | 0,73 | 1,33 | 0,25 | 0,53 | 0,96 | 0,19 | 0,39 | 0,71 | 0,16 | 0,34 | 0,62 | 0,15 | 0,32 | 0,57 | .S..LB |
| .E..GB | 0,34 | 0,87 | 1,40 | 0,25 | 0,62 | 1,00 | 0,19 | 0,47 | 0,74 | 0,16 | 0,41 | 0,65 | 0,15 | 0,37 | 0,59 | .E..GB |
| .S..HB | 0,34 | 0,87 | 1,49 | 0,25 | 0,62 | 1,07 | 0,19 | 0,47 | 0,79 | 0,16 | 0,41 | 0,69 | 0,15 | 0,37 | 0,63 | .S..HB |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Recommended Starting Feeds [IPT]
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .F..LNJ | .007 | .027 | .048 | .005 | .019 | .035 | .004 | .015 | .026 | .003 | .013 | .022 | .003 | .012 | .021 | .F..LNJ |
| .E..LB | .014 | .029 | .047 | .010 | .021 | .034 | .007 | .016 | .025 | .006 | .014 | .022 | .006 | .013 | .020 | .E..LB |
| .S..LB | .014 | .029 | .053 | .010 | .021 | .038 | .007 | .016 | .028 | .006 | .014 | .025 | .006 | .012 | .022 | .S..LB |
| .E..GB | .014 | .034 | .055 | .010 | .025 | .039 | .007 | .018 | .029 | .006 | .016 | .026 | .006 | .015 | .023 | .E..GB |
| .S..HB | .014 | .034 | .059 | .010 | .025 | .042 | .007 | .018 | .031 | .006 | .016 | .027 | .006 | .015 | .025 | .S..HB |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Empfohlene Startwerte für Schnittgeschwindigkeit [m/Min]
| Malzeme grubu | KC410M | KC520M | KC522M | KC725M | KCK15 | KCPM20 | KCPK30 | |||||||||||||||
| P | 1 | – | – | – | – | – | – | 395 | 345 | 325 | 315 | 275 | 255 | – | – | – | 660 | 580 | 535 | 545 | 475 | 440 |
| 2 | – | – | – | – | – | – | 330 | 290 | 240 | 260 | 230 | 195 | – | – | – | 410 | 370 | 330 | 335 | 305 | 275 | |
| 3 | – | – | – | – | – | – | 305 | 255 | 215 | 240 | 205 | 170 | – | – | – | 370 | 330 | 305 | 305 | 275 | 250 | |
| 4 | – | – | – | – | – | – | 270 | 225 | 180 | 215 | 180 | 145 | – | – | – | 275 | 255 | 230 | 225 | 210 | 190 | |
| 5 | – | – | – | – | – | – | 225 | 200 | 180 | 180 | 160 | 145 | – | – | – | 330 | 300 | 275 | 310 | 275 | 255 | |
| 6 | – | – | – | – | – | – | 200 | 150 | 120 | 160 | 120 | 95 | – | – | – | 230 | 200 | 175 | 190 | 165 | – | |
| M | 1 | – | – | – | – | – | – | 245 | 215 | 200 | 205 | 180 | 165 | – | – | – | 270 | 240 | 205 | 250 | 220 | 190 |
| 2 | – | – | – | – | – | – | 225 | 190 | 160 | 185 | 160 | 130 | – | – | – | 245 | 215 | 190 | 225 | 195 | 170 | |
| 3 | – | – | – | – | – | – | 170 | 145 | 115 | 140 | 120 | 95 | – | – | – | 195 | 175 | 150 | 175 | 160 | 140 | |
| K | 1 | – | – | – | 325 | 295 | 260 | 275 | 250 | 220 | – | – | – | 505 | 460 | 410 | 435 | 390 | 350 | 355 | 320 | 285 |
| 2 | – | – | – | 255 | 225 | 215 | 215 | 195 | 180 | – | – | – | 400 | 355 | 330 | 345 | 310 | 280 | 280 | 255 | 230 | |
| 3 | – | – | – | 215 | 190 | 170 | 180 | 160 | 145 | – | – | – | 335 | 300 | 275 | 290 | 255 | 240 | 235 | 210 | 195 | |
| N | 1–2 | 1460 | 1300 | 1195 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | 1300 | 1195 | 1100 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | 50 | 45 | 35 | 45 | 35 | 30 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | 50 | 45 | 35 | 45 | 35 | 30 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | 60 | 50 | 35 | 55 | 45 | 30 | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | 85 | 60 | 45 | 75 | 55 | 35 | – | – | – | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
Recommended Starting Speeds [SFM]
| Malzeme grubu | KC410M | KC520M | KC522M | KC725M | KCK15 | KCPK30 | |||||||||||||
| P | 1 | – | – | – | – | – | – | 1300 | 1130 | 1060 | 1030 | 900 | 840 | – | – | – | 1780 | 1560 | 1450 |
| 2 | – | – | – | – | – | – | 1080 | 950 | 790 | 860 | 760 | 640 | – | – | – | 1100 | 1000 | 900 | |
| 3 | – | – | – | – | – | – | 1000 | 840 | 700 | 790 | 670 | 550 | – | – | – | 1000 | 900 | 820 | |
| 4 | – | – | – | – | – | – | 890 | 730 | 590 | 710 | 590 | 470 | – | – | – | 740 | 690 | 620 | |
| 5 | – | – | – | – | – | – | 730 | 660 | 590 | 590 | 530 | 470 | – | – | – | 1020 | 910 | 830 | |
| 6 | – | – | – | – | – | – | 650 | 490 | 400 | 520 | 400 | 310 | – | – | – | 620 | 540 | – | |
| M | 1 | – | – | – | – | – | – | 800 | 710 | 650 | 670 | 590 | 540 | – | – | – | 820 | 720 | 620 |
| 2 | – | – | – | – | – | – | 730 | 620 | 520 | 610 | 520 | 430 | – | – | – | 730 | 640 | 550 | |
| 3 | – | – | – | – | – | – | 550 | 480 | 370 | 460 | 400 | 310 | – | – | – | 570 | 520 | 460 | |
| K | 1 | – | – | – | 1060 | 960 | 850 | 900 | 820 | 720 | – | – | – | 1660 | 1510 | 1340 | 1160 | 1050 | 940 |
| 2 | – | – | – | 830 | 740 | 700 | 710 | 640 | 590 | – | – | – | 1310 | 1170 | 1090 | 920 | 830 | 760 | |
| 3 | – | – | – | 700 | 620 | 560 | 590 | 530 | 480 | – | – | – | 1100 | 980 | 900 | 770 | 690 | 640 | |
| N | 1–2 | 4790 | 4260 | 3920 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | 4260 | 3920 | 3600 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | 160 | 140 | 110 | 140 | 120 | 100 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | 160 | 140 | 110 | 140 | 120 | 100 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | 200 | 160 | 110 | 180 | 140 | 100 | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | 280 | 200 | 140 | 240 | 180 | 120 | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
Tauchen
| D1 mm | D1 maks mm | Ap maks | Rampalama açısı (°) | Rampalama uzunluğu mm |
| 63 | 74,2 | 9 | 5,5 | 121,5 |
| 80 | 91,1 | 9 | 4,0 | 167,3 |
| 100 | 111,0 | 9 | 3,0 | 223,2 |
| 125 | 135,9 | 9 | 2,3 | 291,3 |
| 160 | 170,8 | 9 | 1,7 | 394,2 |
Planfräsen
| max DOC Ap | mm | talaş yükleme (fz) |
| Ap1 maks. | 5,0 | 1 x fz |
| Ap2 maks | 11,0 | 0,6 x fz |
Schrägeintauchen
| maksimum dalma derinliği | mm |
| Ap1 maks. | 4,2 |
Spiralförmige Interpolation
| D1 mm | D1 maks mm | Delik çapı | Ap/rev mm | |
| min mm | maks mm | |||
| 63 | 74,2 | 122,7 | 145,0 | 6,3 |
| 80 | 91,1 | 156,6 | 178,0 | 6,3 |
| 100 | 111,0 | 196,5 | 218,7 | 6,3 |
| 125 | 135,9 | 246,4 | 268,7 | 6,3 |
| 160 | 170,8 | 316,9 | 338,6 | 6,3 |