Willkommen
Bestätigen Sie bitte Ihre Präferenzen
Einstellungen aktualisieren
Produktvorschläge
Product Family suggestions
Kennametal steht Ihnen zur Diensten
Hallo, User Name
Das von Ihnen ausgewählte Konto:
Es gibt ein Problem mit Ihrem Konto. Bitte kontaktieren Sie den Kundendienst.
Kundenkonto Konto ändern
Lieferadresse Konto ändern
- Übersicht
- Bestellungen verwalten
- Kanäle verwalten
- Adressbuch
Notifications
Mark all as read- Passwort ändern
- Mein Profil
- Abmelden
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Mehr bekommen, weniger zahlen mit unseren zeitlich begrenzten angeboten. Jetzt bestellen
Kennametal steht Ihnen zur Diensten
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Lösung bearbeiten
Lösung hinzufügen
Lösungsname:{{SolutionName}}- Produkte
- /
- KenReam™ S103 • Stirnnutenanschliff • 5 x D • Interne Kühlmittelversorgung • Zylinderschaft
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
KenReam™ S103 • Stirnnutenanschliff • 5 x D • Interne Kühlmittelversorgung • Zylinderschaft
Vollhartmetall-Reibwerkzeug für Durchgangsbohrungen in Stahl
Features and benefits
- Optimiertes Substrat und Beschichtung für unübertroffene Standzeit und Produktivität.
- Einzigartige Ausführung mit Stirnnutenanschliff mit erhöhter Anzahl der Schneiden für hervorragende Spanformung und problemlose Spanabführung nach vorne.
Uses and application
Reiben: Durchgangsbohrung
Reiben: Durchgangsbohrung mit Querbohrung
Bohren – Innere Kühlmittelzuführung
Zylinderschaft – ohne Spannfläche
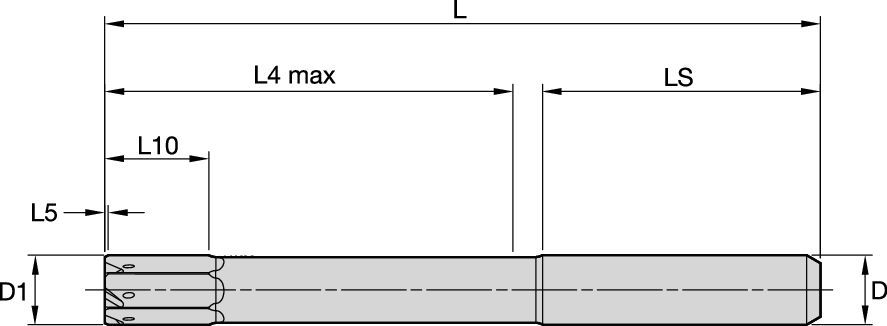
Abmessungen für kundenspezifische Reibahlen
| D1 min | D1 max | D | L | L4 | L10 | LS | ||||||||
| mm | in | mm | in | mm | in | mm | in | mm | in | mm | in | mm | in | Z |
| 14,000 | 0.5512 | 15,999 | 0.6299 | 16 | 0.630 | 147,4 | 5.80 | 92,4 | 3.64 | 7,5 | 0.30 | 49 | 1.93 | 6 |
| 16,000 | 0.6299 | 17,999 | 0.7086 | 20 | 0.787 | 159,4 | 6.28 | 102,4 | 4.03 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 18,000 | 0.7087 | 20,000 | 0.7874 | 20 | 0.787 | 173,4 | 6.83 | 116,4 | 4.58 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 20,001 | 0.7874 | 22,499 | 0.8858 | 20 | 0.787 | 202,4 | 7.97 | 145,4 | 5.72 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 22,500 | 0.8858 | 24,999 | 0.9842 | 20 | 0.787 | 212,4 | 8.36 | 155,4 | 6.12 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 25,000 | 0.9843 | 27,499 | 1.0826 | 25 | 0.984 | 232,4 | 9.15 | 169,4 | 6.67 | 7,5 | 0.30 | 57 | 2.24 | 8 |
| 27,500 | 1.0827 | 29,999 | 1.1811 | 25 | 0.984 | 242,4 | 9.54 | 179,4 | 7.06 | 7,5 | 0.30 | 57 | 2.24 | 8 |
| 30,000 | 1.1811 | 32,499 | 1.2795 | 25 | 0.984 | 272,4 | 10.72 | 209,4 | 8.24 | 7,5 | 0.30 | 57 | 2.24 | 8 |
| 32,500 | 1.2795 | 34,999 | 1.3779 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| 35,000 | 1.3780 | 37,499 | 1.4763 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| 37,500 | 1.4764 | 39,999 | 1.5748 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| 40,000 | 1.5748 | 42,500 | 1.6732 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| Material |  |  |  |  | ||||||||||
| straight flute | helical flute | |||||||||||||
| K605 | KC6305 | Inch | ||||||||||||
| Cutting Speed | Cutting Speed | Recommended Feed Rate per Tooth | ||||||||||||
| Range | Range | Tool Diameter | .164–.281 | .282–.378 | .378–.551 | |||||||||
| Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | ||
| P | 1 | 131 | 197 | 230 | 295 | 394 | 508 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 |
| 2 | 131 | 197 | 230 | 295 | 394 | 508 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| 3 | 115 | 164 | 197 | 246 | 328 | 426 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| 4 | 82 | 131 | 148 | 197 | 262 | 344 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| 5 | 49 | 66 | 82 | 98 | 131 | 180 | inch/z | .002 | .003 | .002 | .004 | .002 | .005 | |
| 6 | 49 | 66 | 82 | 98 | 131 | 180 | inch/z | .002 | .003 | .002 | .004 | .002 | .005 | |
| M | 1 | 26 | 33 | 49 | 49 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .004 |
| 2 | 26 | 33 | 49 | 49 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .004 | |
| 3 | 26 | 33 | 49 | 49 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .004 | |
| K | 1 | 115 | 164 | 197 | 246 | 328 | 426 | inch/z | .002 | .006 | .002 | .007 | .002 | .008 |
| 2 | 82 | 131 | 164 | 197 | 295 | 361 | inch/z | .002 | .006 | .002 | .006 | .002 | .007 | |
| 3 | 66 | 98 | 148 | 197 | 262 | 344 | inch/z | .002 | .005 | .002 | .006 | .002 | .006 | |
| N | 1 | 361 | 492 | 640 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 |
| 2 | 361 | 492 | 640 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 | |
| 3 | 361 | 492 | 640 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 | |
| 4 | 361 | 492 | 640 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 | |
| 5 | 344 | 459 | 590 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 | |
| S | 1 | 26 | 33 | 49 | 49 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .005 |
| 2 | 26 | 33 | 49 | 50 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .005 | |
| 3 | 49 | 66 | 98 | 66 | 98 | 131 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| 4 | 49 | 66 | 98 | 66 | 98 | 131 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| Material | | | | | ||||||||||
| straight flute | helical flute | |||||||||||||
| K605 | KC6305 | Metric | ||||||||||||
| Cutting Speed | Recommended Feed Rate per Tooth | |||||||||||||
| Range | Tool Diameter | 4,16–7,15mm | 7,16–9,59mm | 9,60–14,00mm | ||||||||||
| Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | ||
| P | 1 | 40 | 60 | 70 | 90 | 120 | 155 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 |
| 2 | 40 | 60 | 70 | 90 | 120 | 155 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 3 | 35 | 50 | 60 | 75 | 100 | 130 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 4 | 25 | 40 | 45 | 60 | 80 | 105 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 5 | 15 | 20 | 25 | 30 | 40 | 55 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| 6 | 15 | 20 | 25 | 30 | 40 | 55 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| M | 1 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 |
| 2 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 | |
| 3 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 | |
| K | 1 | 35 | 50 | 60 | 75 | 100 | 130 | mm/z | 0,05 | 0,16 | 0,05 | 0,18 | 0,05 | 0,20 |
| 2 | 25 | 40 | 50 | 60 | 90 | 110 | mm/z | 0,05 | 0,14 | 0,05 | 0,16 | 0,05 | 0,18 | |
| 3 | 20 | 30 | 45 | 60 | 80 | 105 | mm/z | 0,05 | 0,12 | 0,05 | 0,14 | 0,05 | 0,16 | |
| N | 1 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 |
| 2 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 3 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 4 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 5 | 105 | 140 | 180 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| S | 1 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 |
| 2 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| 3 | 15 | 20 | 30 | 20 | 30 | 40 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 4 | 15 | 20 | 30 | 20 | 30 | 40 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| | | | |||||||||||
| straight flute | helical flute | |||||||||||||
| K605 | KC6305 | Metric | ||||||||||||
| Cutting Speed | Recommended Feed Rate per Tooth | |||||||||||||
| Range | Tool Diameter | 4,16–7,15 | 7,16–9,59 | 9,60–14,00 | ||||||||||
| Material | Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | |
| P | 1 | 40 | 60 | 70 | 90 | 120 | 155 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 |
| 2 | 40 | 60 | 70 | 90 | 120 | 155 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 3 | 35 | 50 | 60 | 75 | 100 | 130 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 4 | 25 | 40 | 45 | 60 | 80 | 105 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 5 | 15 | 20 | 25 | 30 | 40 | 55 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| 6 | 15 | 20 | 25 | 30 | 40 | 55 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| M | 1 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 |
| 2 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 | |
| 3 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 | |
| K | 1 | 35 | 50 | 60 | 75 | 100 | 130 | mm/z | 0,05 | 0,16 | 0,05 | 0,18 | 0,05 | 0,20 |
| 2 | 25 | 40 | 50 | 60 | 90 | 110 | mm/z | 0,05 | 0,14 | 0,05 | 0,16 | 0,05 | 0,18 | |
| 3 | 20 | 30 | 45 | 60 | 80 | 105 | mm/z | 0,05 | 0,12 | 0,05 | 0,14 | 0,05 | 0,16 | |
| N | 1 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 |
| 2 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 3 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 4 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 5 | 105 | 140 | 180 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| S | 1 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 |
| 2 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| 3 | 15 | 20 | 30 | 20 | 30 | 40 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 4 | 15 | 20 | 30 | 20 | 30 | 40 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| Recommended Reaming Allowance in Diameter | ||||||
| Tool Diameter (mm) | 4,000 | 7,001 | 10,001 | |||
| 2 x ap | min | max | min | max | min | max |
| mm | 0,20 | 0,30 | 0,20 | 0,30 | 0,20 | 0,40 |
| Material | Cutting Speed | Recommended feed per tooth (fz = mm/th) | |||||||||
| Range | |||||||||||
| Min | Starting Value | Max | Tool Diameter | 4,000 | 7,001 | 10,001 | |||||
| Feed/Tooth | Min | Max | Min | Max | Min | Max | |||||
| P | 1 | 90 | 130 | 160 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,20 |
| 2 | 90 | 130 | 160 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,20 | |
| 3 | 90 | 130 | 160 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,20 | |
| 4 | 80 | 120 | 160 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,20 | |
| 5 | 20 | 40 | 60 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 | |
| 6 | 20 | 40 | 60 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 | |
| M | 1 | 20 | 40 | 50 | mm/z | 0,08 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 |
| 2 | 20 | 40 | 50 | mm/z | 0,08 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 | |
| 3 | 20 | 40 | 50 | mm/z | 0,08 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 | |
| K | 1 | 80 | 160 | 240 | mm/z | 0,06 | 0,15 | 0,08 | 0,20 | 0,08 | 0,20 |
| 2 | 80 | 140 | 200 | mm/z | 0,06 | 0,15 | 0,08 | 0,20 | 0,08 | 0,20 | |
| 3 | 60 | 90 | 120 | mm/z | 0,06 | 0,15 | 0,08 | 0,15 | 0,08 | 0,15 | |
| S | 1 | 15 | 20 | 30 | mm/z | 0,06 | 0,12 | 0,06 | 0,15 | 0,06 | 0,15 |
| 2 | 15 | 20 | 30 | mm/z | 0,06 | 0,12 | 0,06 | 0,15 | 0,06 | 0,15 | |
| 3 | 20 | 30 | 40 | mm/z | 0,06 | 0,12 | 0,06 | 0,15 | 0,06 | 0,15 | |
| 4 | 20 | 30 | 40 | mm/z | 0,06 | 0,12 | 0,06 | 0,15 | 0,06 | 0,15 | |