

KSEM™ • ST-Line • Grundkörper • SFP-Schaft • Metrisch
Modularer Bohr-Grundkörper zum Bohren in Baustahl
Features and benefits
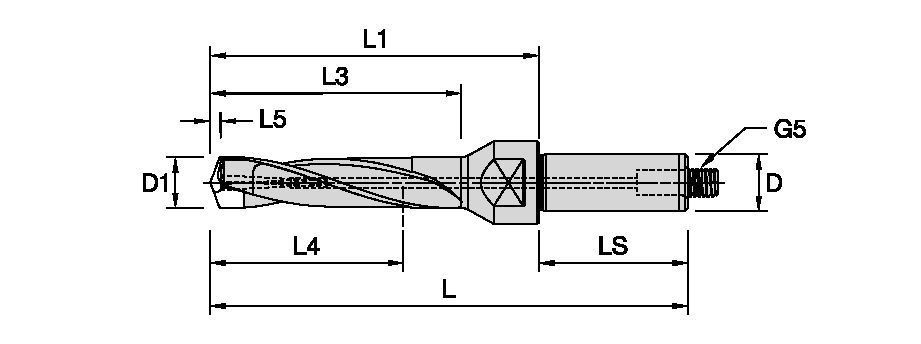
- Der Zylinderschaft mit Flansch und Gewindestift bietet außergewöhnliche Steifigkeit und erlaubt dadurch längere Standzeiten und eine deutlich höhere Leistung.
- Verbesserte Kühlung und Schmierung dank MQL-optimierter Kühlmittelkanäle.
- Die starke Wendeschneidplatten-Befestigung des modularen KSEM Bohrsystems bietet eine längere Haltbarkeit und höhere Zuverlässigkeit.
Uses and application
Bohren
Bohren: Bohren von gestapelten Platten