Willkommen
Bestätigen Sie bitte Ihre Präferenzen
Einstellungen aktualisieren
Produktvorschläge
Product Family suggestions
Kennametal steht Ihnen zur Diensten
Hallo, User Name
Das von Ihnen ausgewählte Konto:
Es gibt ein Problem mit Ihrem Konto. Bitte kontaktieren Sie den Kundendienst.
Kundenkonto Konto ändern
Lieferadresse Konto ändern
- Übersicht
- Bestellungen verwalten
- Kanäle verwalten
- Adressbuch
Notifications
Mark all as read- Passwort ändern
- Mein Profil
- Abmelden
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Mehr bekommen, weniger zahlen mit unseren zeitlich begrenzten angeboten. Jetzt bestellen
Kennametal steht Ihnen zur Diensten
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Lösung bearbeiten
Lösung hinzufügen
Lösungsname:{{SolutionName}}- Produkte
- /
- RSM II • Radiused • Multi-Flute • Internal Coolant • Necked • Plain Shank • Inch
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

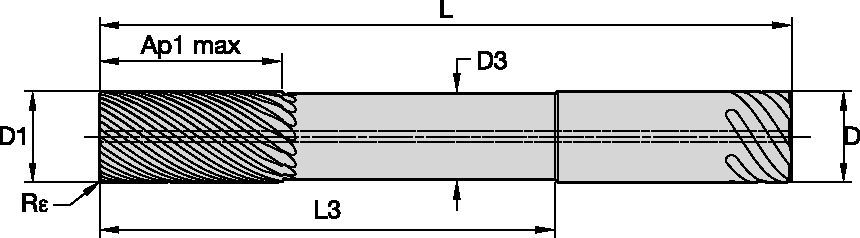
RSM II • Radiused • Multi-Flute • Internal Coolant • Necked • Plain Shank • Inch
RSM II Solid Carbide End Mill for Finishing of Stainless Steel and High Temperature Alloys
Features and benefits
- RSM II solid carbide end mills feature unequal flute spacing for chatter-free machining.
- Eccentric relief grind for higher cutting edge stability and higher feed rates.
- Designed for high-speed peel milling strategies with secure chip formation and chip evacuation in deep cavities.
Uses and application
Through Coolant - Solid End Mill
Helix Angle: 36°
Werkzeugabmessungen: Schneidreihen: X (variabel)
Schneideckenausführung: Eckenradius
Umfangfräsen/Schulterfräsen: Feinschlichten
Umfangfräsen/Schulterfräsen: Schlichten
FSDE.. • Multi-Flute with Neck • Inch
 |  | | |||||||||||
| Dik kenar frezeleme (A) | KC643M | Recommended feed per tooth (IPT = inch/th) for side milling (A). | |||||||||||
| A | Kesme hızı | D1 | |||||||||||
| frac. | 1/4 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| Malzeme grubu | ap | ae | Min. | Maks. | dec. | .2500 | .3750 | .5000 | .6250 | .7500 | 1.0000 | ||
| P | 4 | Ap max | 0.008 | 445 | – | 1628 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0066 |
| 5 | Ap max | 0.008 | 295 | – | 1078 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0061 | |
| M | 1 | Ap max | 0.008 | 445 | – | 1243 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0077 |
| 2 | Ap max | 0.008 | 295 | – | 869 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0061 | |
| 3 | Ap max | 0.008 | 295 | – | 759 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0048 | |
| S | 1 | Ap max | 0.008 | 245 | – | 979 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0077 |
| 2 | Ap max | 0.008 | 125 | – | 429 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0041 | |
| 3 | Ap max | 0.008 | 125 | – | 429 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0041 | |
| 4 | Ap max | 0.008 | 245 | – | 649 | IPT | .0033 | .0037 | .0044 | .0048 | .0051 | .0056 | |
| H | 1 | Ap max | 0.008 | 395 | – | 1518 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0066 |
| 2 | Ap max | 0.008 | 345 | – | 1298 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0048 | |
FSDE.. • Multi-Flute with Neck • Highest Surface Quality
| | | |||||||||||
| Dik kenar frezeleme (A) | KC643M | Recommended feed per tooth (IPT = inch/th) for side milling (A). | |||||||||||
| A | Kesme hızı | D1 | |||||||||||
| frac. | 1/4 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| Malzeme grubu | ap | ae | Min. | Maks. | dec. | .2500 | .3750 | .5000 | .6250 | .7500 | 1.0000 | ||
| P | 4 | Ap max | 0.2 – 0.3 | 890 | – | 1480 | IPT | .0424 | .0447 | .0534 | .0578 | .0649 | .0772 |
| 5 | Ap max | 0.2 – 0.3 | 590 | – | 980 | IPT | .0379 | .0401 | .0481 | .0525 | .0595 | .0722 | |
| M | 1 | Ap max | 0.2 – 0.3 | 890 | – | 1130 | IPT | .0469 | .0501 | .0601 | .0656 | .0743 | .0902 |
| 2 | Ap max | 0.2 – 0.3 | 590 | – | 790 | IPT | .0379 | .0401 | .0481 | .0525 | .0595 | .0722 | |
| 3 | Ap max | 0.2 – 0.3 | 590 | – | 690 | IPT | .0318 | .0335 | .0398 | .0429 | .0479 | .0562 | |
| S | 1 | Ap max | 0.2 – 0.3 | 490 | – | 890 | IPT | .0469 | .0501 | .0601 | .0656 | .0743 | .0902 |
| 2 | Ap max | 0.2 – 0.3 | 490 | – | 890 | IPT | .0469 | .0501 | .0601 | .0656 | .0743 | .0902 | |
| 3 | Ap max | 0.2 – 0.3 | 250 | – | 390 | IPT | .0250 | .0265 | .0319 | .0349 | .0397 | .0486 | |
| 4 | Ap max | 0.2 – 0.3 | 490 | – | 590 | IPT | .0334 | .0369 | .0442 | .0482 | .0546 | .0662 | |
| H | 1 | Ap max | 0.2 – 0.3 | 790 | – | 1380 | IPT | .0424 | .0447 | .0534 | .0578 | .0649 | .0772 |
| 2 | Ap max | 0.2 – 0.3 | 690 | – | 1180 | IPT | .0318 | .0335 | .0398 | .0429 | .0479 | .0562 | |
 |  |  | ||||||||||
| Side Milling (A) | K600 | Recommended feed per tooth (IPT = inch/th) for side milling (A). | ||||||||||
| A | Cutting Speed | D1 | ||||||||||
| frac. | 1/4 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | ||||||
| Material | ap | ae | min | max | in | .250 | .375 | .500 | .625 | .750 | 1.000 | |
| P | 4 | Ap max | 0.008 | 220 | 814 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0066 |
| – | 5 | Ap max | 0.008 | 150 | 539 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0061 |
| M | 1 | Ap max | 0.008 | 220 | 627 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0077 |
| – | 2 | Ap max | 0.008 | 150 | 429 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0061 |
| 3 | Ap max | 0.008 | 150 | 374 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0048 | |
| S | 1 | Ap max | 0.008 | 125 | 484 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0077 |
| – | 2 | Ap max | 0.008 | 60 | 220 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0041 |
| 3 | Ap max | 0.008 | 60 | 220 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0041 | |
| – | 4 | Ap max | 0.008 | 125 | 330 | IPT | .0033 | .0037 | .0044 | .0048 | .0051 | .0056 |
| H | 1 | Ap max | 0.008 | 195 | 759 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0066 |
| 2 | Ap max | 0.008 | 170 | 649 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0048 | |
| | | ||||||||||
| Side Milling (A) | K600 | Recommended feed per tooth (IPT = inch/th) for side milling (A). | ||||||||||
| A | Cutting Speed | D1 | ||||||||||
| 1/4 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| Material | ap | ae | min | max | in | .250 | .375 | .500 | .625 | .750 | 1.0000 | |
| P | 4 | Ap max | 0.008 | 220 | 814 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0772 |
| – | 5 | Ap max | 0.008 | 150 | 539 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0722 |
| M | 1 | Ap max | 0.008 | 220 | 627 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0902 |
| – | 2 | Ap max | 0.008 | 150 | 429 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0722 |
| 3 | Ap max | 0.008 | 150 | 374 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0562 | |
| S | 1 | Ap max | 0.008 | 125 | 484 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0902 |
| – | 2 | Ap max | 0.008 | 60 | 220 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0902 |
| 3 | Ap max | 0.008 | 60 | 220 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0486 | |
| – | 4 | Ap max | 0.008 | 125 | 330 | IPT | .0033 | .0037 | .0044 | .0048 | .0051 | .0662 |
| H | 1 | Ap max | 0.008 | 195 | 759 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0772 |
| 2 | Ap max | 0.008 | 170 | 649 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0562 | |
| Product | Dimensions (inch) | |||||||||||||||||||
| Profiling | Facing | Chip Thickness | Profiling (IPT) | Facing (IPT) | ||||||||||||||||
| for ae min | for ae max | |||||||||||||||||||
| Description | diameter | Z | ae min (in) | ae max (in) | ap min (in) | ap max (in) | ad2 max (in2) | ae min (in) | ae max (in) | ap min (in) | ap max (in) | ad2 max (in2) | hm min (in) | hm max (in) | fz min (IPT) | fz max (IPT) | fz min (IPT) | fz max (IPT) | fz min (IPT) | fz max (IPT) |
| CRSM0375.. | .375 | 6 | .008 | .025 | .19 | .43 | .098 | Radius +.020 | .295 | .0079 | Radius +.020 | .050 | .008 | .020 | .0028 | .0070 | .0016 | .0040 | .008 | .020 |
| CRSM0500.. | .500 | 6 | .008 | .033 | .27 | .61 | .142 | Radius +.020 | .354 | .0079 | Radius +.020 | .070 | .008 | .020 | .0031 | .0077 | .0016 | .0040 | .008 | .020 |
| CRSM0625.. | .625 | 6 | .008 | .042 | .32 | .82 | .252 | Radius +.020 | .472 | .0079 | Radius +.020 | .126 | .008 | .020 | .0035 | .0890 | .0016 | .0040 | .008 | .020 |
| CRSM0625.. | .625 | 8 | .008 | .031 | .32 | .82 | .252 | Radius +.020 | .472 | .0079 | Radius +.020 | .126 | .008 | .020 | .0035 | .0089 | .0018 | .0045 | .008 | .020 |
| CRSM0750.. | .750 | 6 | .008 | .050 | .38 | 1.02 | .394 | Radius +.020 | .591 | .0079 | Radius +.020 | .197 | .008 | .020 | .0040 | .0098 | .0016 | .0040 | .008 | .020 |
| CRSM0750.. | .750 | 8 | .008 | .038 | .38 | 1.02 | .394 | Radius +.020 | .591 | .0079 | Radius +.020 | .197 | .008 | .020 | .0040 | .0098 | .0018 | .0045 | .008 | .020 |
| CRSM1000.. | 1.000 | 8 | .008 | .050 | .46 | 1.28 | .615 | Radius +.020 | .738 | .0079 | Radius +.020 | .308 | .008 | .020 | .0044 | .0110 | .0018 | .0045 | .008 | .020 |
| CRSM1000.. | 1.000 | 10 | .008 | .040 | .46 | 1.28 | .615 | Radius +.020 | .738 | .0079 | Radius +.020 | .308 | .008 | .020 | .0044 | .0110 | .0020 | .0050 | .008 | .020 |
| Material Reference Chart and Recommended Surface Speeds | |||||
| Inch | |||||
| Commercial Name | Hardness HRB HRC HB | Rm N/mm2 | vc min (FPM) | vc max (FPM) | |
| Ti-5Al-2.5Sn | HRC36 | 1130 | 190 | 395 | |
| Ti-6Al-4Zr-2Mo-2Sn | HRC28 | 900 | 205 | 425 | |
| Ti-6Al-4Zr-2Mo-2Sn-0.2Si | HRC28 | 900 | 205 | 425 | |
| Ti-8Al-1Mo-1V | HRC35 | 1100 | 190 | 395 | |
| Ti-11.5Mo-6Zr-4.5Sn | 110 | 225 | |||
| Ti-13V-11Cr-3Al | 110 | 225 | |||
| Ti-3Al-8V-6Cr-4Mo-4Zr | HRC32 | 1000 | 110 | 225 | |
| Ti-8Mo-8V-2Fe-3Al | 110 | 225 | |||
| Ti-13V-11Cr-3Al | HRC40 | 1270 | 95 | 200 | |
| Ti 10.2.3 | HRC35 | 1100 | 90 | 185 | |
| Ti-15Mo | HRC24 | 820 | 160 | 335 | |
| Ti-15-333 | HRC32 | 1000 | 110 | 230 | |
| Ti 45Nb | 145 | 305 | |||
| 5Al-5V-5Mo-3Cr | HRC40 | 1270 | 95 | 200 | |
| Ti-425 | HRC36 | 1130 | 95 | 200 | |
| S4 | Ti-6AL-4V | HRC30-34 | 1130 | 190 | 395 |
| Ti-6Al-4V | HRC35-39 | 1200 | 175 | 365 | |
| Ti-6Al-5Zr-0.5Mo-0.25Si | 160 | 335 | |||
| Ti-6Al-5Zr-4Mo-Cu-0.2Si | 160 | 335 | |||
| Ti-6Al-6V-2Sn | HRC35 | 1100 | 175 | 365 | |
| Ti-7Al-4Mo | 160 | 335 | |||
| 3-2.5 | HRC24 | 820 | 205 | 425 | |
| 6-4ELI | HRC32 | 1000 | 195 | 410 | |
| 6-2-4-6 | HRC36 | 1130 | 175 | 365 | |
| Ti-17 | HRC38 | 1200 | 175 | 365 | |
| Ti-4Al-4Mo-2Sn-0.5Si | HRC35 | 1100 | 160 | 335 | |
| Ti-4Al-4Mo-4Sn-0.5Si | 160 | 335 | |||
| Ti 99.5 | HRB100 | 780 | 285 | 610 | |
| Ti 99.6 | HRB90 | 600 | 315 | 670 | |
| Ti 99.7 | HRB80 | 510 | 345 | 730 | |
| Ti 99.8 | HRB70 | 430 | 375 | 79 | |