SPHX-R21 Holemaking - 2245847 - Kennametal



Downloaded file will be available after import in the {{cadTool}} tool library.
| Material Nummer | 2245847 |
| ISO Katalog Nummer | SPHX060206R21 |
| ANSI Katalog Nummer | SPHX060206R21 |
| Sorte | KC7215 |
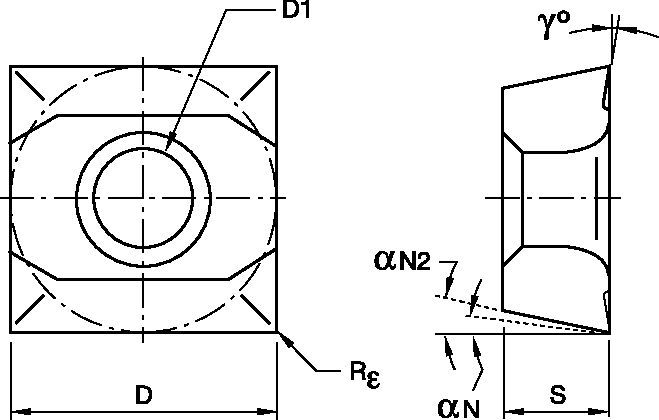
| [D] Wendeschneidplatten-Größe (Inkreis) | 6.35 mm |
| [D] Wendeschneidplatten-Größe (Inkreis) | .25 in |
| [D1] Wendeschneidplatte Bohrungsgröße | 2.85 mm |
| [D1] Wendeschneidplatte Bohrungsgröße | .1122 in |
| [S] Dicke der Wendeschneidplatte | 2.38 mm |
| [S] Dicke der Wendeschneidplatte | .0937 in |
| [Rε] Eckenradius | 0.6 mm |
| [Rε] Eckenradius | .0236 in |
| [GAA] Wendeschneidplatte Spanwinkel | 4 |
| [Freiwinkel Hauptschneide | 7 |
| Freiwinkel Nebenschneide | 7 |
Grades

KC7215
Zusammensetzung: Feinkörniges Hartmetallsubstrat mit PVD-TiAlN-Beschichtung.
Anwendung: Für die Bearbeitung von legiertem Stahl und Gusseisen bestens geeignet. Diese Sorte bietet zuverlässige Leistung bei mittleren Schnittbedingungen.
Lösung erstellen, um Vorschübe und Geschwindigkeiten zu berechnen
Nachdem Sie eine Lösung erstellt haben, wählen Sie einfach das Symbol für Vorschübe und Geschwindigkeiten und unser System gibt Ihnen Empfehlungen. Sie können die Informationen anpassen, indem Sie Ihre Maschine und Spezifikationen hinzufügen oder Anpassungen mithilfe der Schieberegler vornehmen.
| Werkstoffgruppe | Schnittgeschwindigkeit | Metrisch | |||||||||||
| Bereich | Empfohlene Vorschubrate (f) pro Umdrehung | ||||||||||||
| Min. | Startwert | Max. | SPHX06... Ø 15-22 | SPHX07 Ø 18-26 | SPHX09 Ø 23-37 | SPHX12 Ø 24-47 | |||||||
| P | 1 | 100 | 140 | 180 | mm/r | 0,19 | 0,31 | 0,23 | 0,33 | 0,24 | 0,38 | 0,3 | 0,5 |
| 2 | 90 | 125 | 160 | mm/r | 0,19 | 0,31 | 0,23 | 0,33 | 0,24 | 0,38 | 0,3 | 0,5 | |
| 3 | 80 | 110 | 140 | mm/r | 0,17 | 0,28 | 0,21 | 0,30 | 0,22 | 0,35 | 0,27 | 0,45 | |
| 4 | 70 | 100 | 120 | mm/r | 0,16 | 0,26 | 0,19 | 0,28 | 0,20 | 0,32 | 0,25 | 0,42 | |
| 5 | 60 | 85 | 100 | mm/r | 0,15 | 0,24 | 0,18 | 0,25 | 0,18 | 0,29 | 0,23 | 0,38 | |
| 6 | 50 | 70 | 90 | mm/r | 0,15 | 0,24 | 0,18 | 0,25 | 0,18 | 0,29 | 0,23 | 0,38 | |
| M | 1 | 60 | 70 | 90 | mm/r | 0,11 | 0,21 | 0,14 | 0,24 | 0,16 | 0,26 | 0,18 | 0,33 |
| 2 | 50 | 60 | 80 | mm/r | 0,11 | 0,21 | 0,14 | 0,24 | 0,16 | 0,26 | 0,18 | 0,33 | |
| 3 | 40 | 50 | 70 | mm/r | 0,09 | 0,17 | 0,11 | 0,19 | 0,13 | 0,21 | 0,14 | 0,26 | |
| K | 1 | 100 | 160 | 240 | mm/r | 0,28 | 0,52 | 0,35 | 0,65 | 0,35 | 0,65 | 0,42 | 0,78 |
| 2 | 80 | 120 | 160 | mm/r | 0,25 | 0,47 | 0,32 | 0,59 | 0,32 | 0,59 | 0,38 | 0,71 | |
| 3 | 70 | 100 | 130 | mm/r | 0,23 | 0,43 | 0,29 | 0,54 | 0,29 | 0,54 | 0,35 | 0,65 | |
| N | 1 | 160 | 240 | 300 | mm/r | 0,06 | 0,14 | 0,26 | 0,33 | 0,28 | 0,35 | 0,34 | 0,46 |
| 2 | 160 | 220 | 280 | mm/r | 0,06 | 0,14 | 0,26 | 0,33 | 0,28 | 0,35 | 0,34 | 0,46 | |
| 3 | 150 | 200 | 250 | mm/r | 0,06 | 0,14 | 0,26 | 0,33 | 0,28 | 0,35 | 0,34 | 0,46 | |
| 4 | 120 | 180 | 240 | mm/r | 0,06 | 0,14 | 0,26 | 0,33 | 0,28 | 0,35 | 0,34 | 0,46 | |
| 5 | 160 | 240 | 300 | mm/r | 0,06 | 0,14 | 0,26 | 0,33 | 0,28 | 0,35 | 0,34 | 0,46 | |
| 6 | 200 | 300 | 400 | mm/r | 0,06 | 0,14 | 0,26 | 0,33 | 0,28 | 0,35 | 0,34 | 0,46 | |
| S | 1 | 30 | 40 | 60 | mm/r | 0,14 | 0,18 | 0,17 | 0,21 | 0,19 | 0,23 | 0,21 | 0,29 |
| 2 | 25 | 35 | 50 | mm/r | 0,13 | 0,16 | 0,15 | 0,19 | 0,17 | 0,21 | 0,19 | 0,26 | |
| 3 | 20 | 30 | 40 | mm/r | 0,11 | 0,14 | 0,13 | 0,16 | 0,15 | 0,18 | 0,16 | 0,22 | |
| 4 | 20 | 25 | 35 | mm/r | 0,09 | 0,12 | 0,11 | 0,14 | 0,13 | 0,15 | 0,14 | 0,19 | |
| Werkstoffgruppe | Schnittgeschwindigkeit | Zoll | |||||||||||
| Bereich | Empfohlene Vorschubrate (f) pro Umdrehung | ||||||||||||
| Min. | Startwert | Max. | SPHX06... Ø 15-22 | SPHX07 Ø 18-26 | SPHX09 Ø 23-37 | SPHX12 Ø 24-47 | |||||||
| P | 1 | 328 | 459 | 590 | IPR | 0.007 | 0.012 | 0.009 | 0.013 | 0.009 | 0.015 | 0.012 | 0.020 |
| 2 | 295 | 410 | 525 | IPR | 0.007 | 0.012 | 0.009 | 0.013 | 0.009 | 0.015 | 0.012 | 0.020 | |
| 3 | 262 | 361 | 459 | IPR | 0.007 | 0.011 | 0.008 | 0.012 | 0.009 | 0.014 | 0.011 | 0.018 | |
| 4 | 230 | 328 | 393 | IPR | 0.006 | 0.010 | 0.008 | 0.011 | 0.008 | 0.012 | 0.010 | 0.016 | |
| 5 | 197 | 279 | 328 | IPR | 0.006 | 0.009 | 0.007 | 0.010 | 0.007 | 0.012 | 0.009 | 0.015 | |
| 6 | 164 | 230 | 295 | IPR | 0.006 | 0.009 | 0.007 | 0.010 | 0.007 | 0.012 | 0.009 | 0.015 | |
| M | 1 | 197 | 230 | 295 | IPR | 0.004 | 0.008 | 0.006 | 0.009 | 0.006 | 0.010 | 0.007 | 0.013 |
| 2 | 164 | 197 | 262 | IPR | 0.004 | 0.008 | 0.006 | 0.009 | 0.006 | 0.010 | 0.007 | 0.013 | |
| 3 | 131 | 164 | 230 | IPR | 0.003 | 0.007 | 0.004 | 0.008 | 0.005 | 0.008 | 0.006 | 0.010 | |
| K | 1 | 328 | 525 | 787 | IPR | 0.011 | 0.020 | 0.014 | 0.026 | 0.014 | 0.026 | 0.017 | 0.031 |
| 2 | 262 | 393 | 525 | IPR | 0.010 | 0.019 | 0.013 | 0.023 | 0.013 | 0.023 | 0.015 | 0.028 | |
| 3 | 230 | 328 | 426 | IPR | 0.009 | 0.017 | 0.011 | 0.021 | 0.011 | 0.021 | 0.014 | 0.026 | |
| N | 1 | 525 | 787 | 984 | IPR | 0.002 | 0.006 | 0.010 | 0.013 | 0.011 | 0.014 | 0.013 | 0.018 |
| 2 | 525 | 721 | 918 | IPR | 0.002 | 0.006 | 0.010 | 0.013 | 0.011 | 0.014 | 0.013 | 0.018 | |
| 3 | 492 | 656 | 820 | IPR | 0.002 | 0.006 | 0.010 | 0.013 | 0.011 | 0.014 | 0.013 | 0.018 | |
| 4 | 393 | 590 | 787 | IPR | 0.002 | 0.006 | 0.010 | 0.013 | 0.011 | 0.014 | 0.013 | 0.018 | |
| 5 | 525 | 787 | 984 | IPR | 0.002 | 0.006 | 0.010 | 0.013 | 0.011 | 0.014 | 0.013 | 0.018 | |
| 6 | 656 | 984 | 1311 | IPR | 0.002 | 0.006 | 0.010 | 0.013 | 0.011 | 0.014 | 0.013 | 0.018 | |
| S | 1 | 98 | 131 | 197 | IPR | 0.006 | 0.007 | 0.007 | 0.008 | 0.007 | 0.009 | 0.008 | 0.011 |
| 2 | 82 | 115 | 164 | IPR | 0.005 | 0.006 | 0.006 | 0.008 | 0.007 | 0.008 | 0.008 | 0.010 | |
| 3 | 66 | 98 | 131 | IPR | 0.004 | 0.005 | 0.005 | 0.006 | 0.006 | 0.007 | 0.006 | 0.009 | |
| 4 | 66 | 82 | 115 | IPR | 0.004 | 0.005 | 0.004 | 0.006 | 0.005 | 0.006 | 0.006 | 0.008 | |
CAD Drawings Models
Can’t find the file type you’re looking for?
Product data
I have read and accepted the Terms & Conditions of use
ISO Katalog
ANSI Katalog
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Katalog | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?