
B284_HP (~3 x D) • Codolo D • Punte HPS Beyond™
Punte Beyond™ HPS • Alluminio • Adduzione interna di refrigerante
Features and benefits
- Punte Beyond™ HPS per la lavorazione dell'alluminio con MQL.
- Punta SC specifica a seconda del materiale con processo di lucidatura superficiale che assicura una migliore evacuazione del truciolo ed evita il tagliente di riporto, anche in applicazioni con refrigerante MQL.
- Il tagliente affilato consente una maggiore durata dell'utensile per la lavorazione dell'alluminio e degli altri materiali non ferrosi.
- La punta HP consente alte velocità di avanzamento grazie a un angolo di spoglia progressivo.
- Il design del vano ingrandito consente una veloce evacuazione del truciolo e un elevato volume di truciolo asportato.
- Smusso ingrandito sull'estremità posteriore a norma DIN 69090-3 (attacco cilindrico per MQL) per assicurare un flusso ottimale del refrigerante, senza perdite.
Uses and application
Drilling: Stacked Plates
Foratura
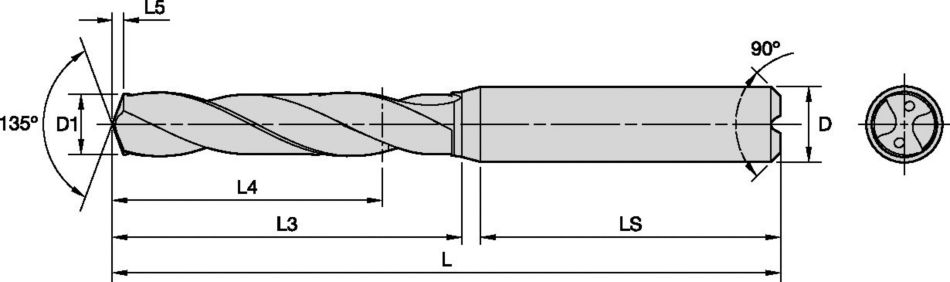
Dimensioni utensile: 2vani/2margini/refrigerante
Numero DIN 6535
Numero DIN 6537
Foratura — Adduzione interna refrigerante
Adduzione interna di refrigerante: MQL (quantità minima di lubrificante): Foratura
Codolo — Cilindrico liscio ≤h6
Angolo elica: 30°
DIN Numbers: ER Collet


