Benvenuto
Conferma le tue preferenze
Aggiorna preferenze
Suggerimenti sui prodotti
Product Family suggestions
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Ciao, User Name
Account selezionato:
C'è un problema con il tuo account. Si prega di contattare l'assistenza clienti.
Sold To Account Modifica account
Ship To Account Modifica account
- Pannello di controllo
- Gestisci ordini
- Gestisci canali
- Rubrica
Notifications
Mark all as read- Modifica password
- Il mio profilo
- Disconnetti
Articolo/i aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Alza il volume e spendi meno con le nostre promozioni a tempo limitato! Acquista ora
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Articolo/i aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Modifica della soluzione
Soluzione aggiunta
Nome della soluzione:{{SolutionName}}- Prodotti
- /
- Utensili per l’asportazione truciolo
- /
- Foratura
- /
- Alesatura di fori
- /
- Alesatura
- /
- Alesatura modulare
- /
- Bodies
- /
- Codolo cilindrico • Bloccaggio radiale • 3xD
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

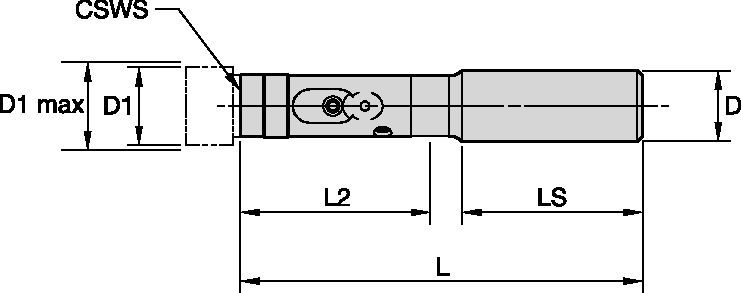
Codolo cilindrico • Bloccaggio radiale • 3xD
Corpi codolo cilindrici 3 x D • Bloccaggio radiale
Features and benefits
- Corpo utensile fornito con perno di ritenuta, set di cunei e chiave.
- Ordinare separatamente la testina dell'alesatore.
Uses and application
Refrigerante — Adduzione interna refrigerante
Codolo — Cilindrico liscio ≤h6
RHM-E™ • Sistema metrico
| Material | Cermet Tipped | Carbide Tipped | |||||||||||||||||||||
 |  | |  | |  | | | ||||||||||||||||
| straight flute | helical flute | straight flute | helical flute | helical flute | |||||||||||||||||||
| KT325 | KT6215 | K605 | KC6005 | KC6305 | Metric | ||||||||||||||||||
| Cutting Speed | Recommended Feed Rate per Tooth | ||||||||||||||||||||||
| Range | Tool Ø (mm) | 14,00–19,99 | 20,00–32,00 | 32,50–42,00 | |||||||||||||||||||
| Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | ||
| P | 1 | 150 | 180 | 210 | 180 | 210 | 240 | 40 | 60 | 70 | 90 | 120 | 155 | 90 | 120 | 155 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 |
| 2 | 150 | 180 | 210 | 180 | 210 | 240 | 40 | 60 | 70 | 90 | 120 | 155 | 90 | 120 | 155 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 3 | 130 | 160 | 180 | 150 | 180 | 210 | 30 | 40 | 50 | 75 | 100 | 130 | 75 | 100 | 130 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 4 | 100 | 130 | 150 | 120 | 150 | 170 | 25 | 40 | 45 | 50 | 80 | 105 | 50 | 80 | 105 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 5 | 80 | 100 | 120 | 100 | 130 | 150 | 10 | 20 | 30 | 30 | 40 | 55 | 30 | 40 | 55 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 | 0,08 | 0,22 | |
| 6 | 80 | 100 | 120 | 100 | 130 | 150 | 10 | 20 | 30 | 30 | 40 | 55 | 30 | 40 | 55 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 | 0,08 | 0,22 | |
| M | 1 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 |
| 2 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 | |
| 3 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 | |
| K | 1 | 150 | 180 | 200 | 180 | 210 | 240 | 30 | 50 | 60 | 80 | 110 | 130 | 80 | 110 | 130 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 |
| 2 | 130 | 160 | 180 | 150 | 180 | 210 | 25 | 40 | 45 | 65 | 90 | 110 | 65 | 90 | 110 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 3 | 100 | 130 | 160 | 120 | 150 | 170 | 20 | 30 | 40 | 50 | 70 | 90 | 50 | 70 | 90 | mm/z | 0,10 | 0,18 | 0,10 | 0,20 | 0,10 | 0,22 | |
| N | 1 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 |
| 2 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 3 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 4 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 5 | – | – | – | – | – | – | 105 | 140 | 180 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| S | 1 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,06 | 0,15 | 0,10 | 0,18 | 0,10 | 0,20 |
| 2 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,06 | 0,15 | 0,10 | 0,18 | 0,10 | 0,20 | |
| 3 | – | – | – | – | – | – | 15 | 20 | 30 | – | – | – | 20 | 30 | 40 | mm/z | 0,08 | 0,18 | 0,10 | 0,20 | 0,10 | 0,20 | |
| 4 | – | – | – | – | – | – | 15 | 20 | 30 | – | – | – | 20 | 30 | 40 | mm/z | 0,08 | 0,18 | 0,10 | 0,20 | 0,10 | 0,20 | |
| Material | Cermet Tipped | Carbide Tipped | |||||||||||||||||||||
| | | | | | | | ||||||||||||||||
| straight flute | helical flute | straight flute | helical flute | ||||||||||||||||||||
| KT325 | KT6215 | K605 | KC6005 | KC6305 | Inch | ||||||||||||||||||
| Cutting Speed | Recommended Feed Rate per Tooth | ||||||||||||||||||||||
| Range | Tool Ø (inch) | .551-.787 | .787-1.260 | 1.280-1.654 | |||||||||||||||||||
| Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | ||
| P | 1 | 492 | 590 | 689 | 590 | 689 | 787 | 131 | 197 | 230 | 295 | 394 | 508 | 295 | 394 | 508 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 |
| 2 | 492 | 590 | 689 | 590 | 689 | 787 | 131 | 197 | 230 | 295 | 394 | 508 | 295 | 394 | 508 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 | |
| 3 | 426 | 525 | 590 | 492 | 590 | 689 | 98 | 131 | 164 | 246 | 328 | 426 | 246 | 328 | 426 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 | |
| 4 | 328 | 426 | 492 | 394 | 492 | 558 | 82 | 131 | 148 | 164 | 262 | 344 | 164 | 262 | 344 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 | |
| 5 | 262 | 328 | 394 | 328 | 426 | 492 | 33 | 66 | 98 | 98 | 131 | 180 | 98 | 131 | 180 | inch/z | .003 | .007 | .003 | .008 | .003 | .009 | |
| 6 | 262 | 328 | 394 | 328 | 426 | 492 | 33 | 66 | 98 | 98 | 131 | 180 | 98 | 131 | 180 | inch/z | .003 | .007 | .003 | .008 | .003 | .009 | |
| M | 1 | – | – | – | – | – | – | 26 | 33 | 49 | – | – | – | 49 | 66 | 92 | inch/z | .003 | .006 | .003 | .007 | .003 | .008 |
| 2 | – | – | – | – | – | – | 26 | 33 | 49 | – | – | – | 49 | 66 | 92 | inch/z | .003 | .006 | .003 | .007 | .003 | .008 | |
| 3 | – | – | – | – | – | – | 26 | 33 | 49 | – | – | – | 49 | 66 | 92 | inch/z | .003 | .006 | .003 | .007 | .003 | .008 | |
| K | 1 | 492 | 590 | 656 | 590 | 689 | 787 | 98 | 164 | 197 | 262 | 361 | 426 | 262 | 361 | 426 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 |
| 2 | 426 | 525 | 590 | 492 | 590 | 689 | 82 | 131 | 148 | 213 | 295 | 361 | 213 | 295 | 361 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 | |
| 3 | 328 | 426 | 525 | 394 | 492 | 558 | 66 | 98 | 131 | 164 | 230 | 295 | 164 | 230 | 295 | inch/z | .004 | .007 | .004 | .008 | .004 | .009 | |
| N | 1 | – | – | – | – | – | – | 361 | 492 | 640 | – | – | – | – | – | – | inch/z | .004 | .012 | .004 | .012 | .004 | .012 |
| 2 | – | – | – | – | – | – | 361 | 492 | 640 | – | – | – | – | – | – | inch/z | .004 | .012 | .004 | .012 | .004 | .012 | |
| 3 | – | – | – | – | – | – | 361 | 492 | 640 | – | – | – | – | – | – | inch/z | .004 | .012 | .004 | .012 | .004 | .012 | |
| 4 | – | – | – | – | – | – | 361 | 492 | 640 | – | – | – | – | – | – | inch/z | .004 | .012 | .004 | .012 | .004 | .012 | |
| 5 | – | – | – | – | – | – | 344 | 459 | 590 | – | – | – | – | – | – | inch/z | .004 | .012 | .004 | .012 | .004 | .012 | |
| S | 1 | – | – | – | – | – | – | 26 | 33 | 49 | – | – | – | 49 | 66 | 92 | inch/z | .002 | .006 | .004 | .007 | .004 | .008 |
| 2 | – | – | – | – | – | – | 26 | 33 | 49 | – | – | – | 49 | 66 | 92 | inch/z | .002 | .006 | .004 | .007 | .004 | .008 | |
| 3 | – | – | – | – | – | – | 49 | 66 | 98 | – | – | – | 66 | 98 | 131 | inch/z | .003 | .007 | .004 | .008 | .004 | .008 | |
| 4 | – | – | – | – | – | – | 49 | 66 | 98 | – | – | – | 66 | 98 | 131 | inch/z | .003 | .007 | .004 | .008 | .004 | .008 | |
| Cermet Tipped | Carbide Tipped | ||||||||||||||||||||||
| | | | | | | | ||||||||||||||||
| straight flute | helical flute | straight flute | helical flute | helical flute | |||||||||||||||||||
| KT325 | KT6215 | K605 | KC6005 | KC6305 | Metric | ||||||||||||||||||
| Cutting Speed | Recommended Feed Rate per Tooth | ||||||||||||||||||||||
| Range | Tool Ø (mm) | 14,00–19,99 | 20,00–32,00 | 32,50–42,00 | |||||||||||||||||||
| Material | Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | |
| P | 1 | 150 | 180 | 210 | 180 | 210 | 240 | 40 | 60 | 70 | 90 | 120 | 155 | 90 | 120 | 155 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 |
| 2 | 150 | 180 | 210 | 180 | 210 | 240 | 40 | 60 | 70 | 90 | 120 | 155 | 90 | 120 | 155 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 3 | 130 | 160 | 180 | 150 | 180 | 210 | 30 | 40 | 50 | 75 | 100 | 130 | 75 | 100 | 130 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 4 | 100 | 130 | 150 | 120 | 150 | 170 | 25 | 40 | 45 | 50 | 80 | 105 | 50 | 80 | 105 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 5 | 80 | 100 | 120 | 100 | 130 | 150 | 10 | 20 | 30 | 30 | 40 | 55 | 30 | 40 | 55 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 | 0,08 | 0,22 | |
| 6 | 80 | 100 | 120 | 100 | 130 | 150 | 10 | 20 | 30 | 30 | 40 | 55 | 30 | 40 | 55 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 | 0,08 | 0,22 | |
| M | 1 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 |
| 2 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 | |
| 3 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 | |
| K | 1 | 150 | 180 | 200 | 180 | 210 | 240 | 30 | 50 | 60 | 80 | 110 | 130 | 80 | 110 | 130 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 |
| 2 | 130 | 160 | 180 | 150 | 180 | 210 | 25 | 40 | 45 | 65 | 90 | 110 | 65 | 90 | 110 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 3 | 100 | 130 | 160 | 120 | 150 | 170 | 20 | 30 | 40 | 50 | 70 | 90 | 50 | 70 | 90 | mm/z | 0,10 | 0,18 | 0,10 | 0,20 | 0,10 | 0,22 | |
| N | 1 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 |
| 2 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 3 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 4 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 5 | – | – | – | – | – | – | 105 | 140 | 180 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| S | 1 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,06 | 0,15 | 0,10 | 0,18 | 0,10 | 0,20 |
| 2 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,06 | 0,15 | 0,10 | 0,18 | 0,10 | 0,20 | |
| 3 | – | – | – | – | – | – | 15 | 20 | 30 | – | – | – | 20 | 30 | 40 | mm/z | 0,08 | 0,18 | 0,10 | 0,20 | 0,10 | 0,20 | |
| 4 | – | – | – | – | – | – | 15 | 20 | 30 | – | – | – | 20 | 30 | 40 | mm/z | 0,08 | 0,18 | 0,10 | 0,20 | 0,10 | 0,20 | |