Benvenuto
Conferma le tue preferenze
Aggiorna preferenze
Suggerimenti sui prodotti
Product Family suggestions
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Ciao, User Name
Account selezionato:
C'è un problema con il tuo account. Si prega di contattare l'assistenza clienti.
Sold To Account Modifica account
Ship To Account Modifica account
- Pannello di controllo
- Gestisci ordini
- Gestisci canali
- Rubrica
Notifications
Mark all as read- Modifica password
- Il mio profilo
- Disconnetti
Articolo/i aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Alza il volume e spendi meno con le nostre promozioni a tempo limitato! Acquista ora
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Articolo/i aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Modifica della soluzione
Soluzione aggiunta
Nome della soluzione:{{SolutionName}}Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.


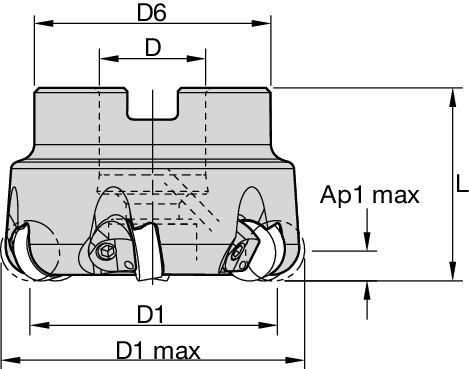
KCRA - RN • Face Mills • Inch
Face Mills
Features and benefits
- First choice for face and shoulder milling high-temperature alloys.
- Higher material removal rate due to fine pitch cutters.
- Secure clamping system, improving process stability and reliability.
- Effective air coolant feature. Better chip flow and increased insert tool life.
Uses and application
Milling - Pressurized Air Coolant
Spianatura
Contornatura/fresatura a spallamento: Testa sferica
Fresatura — laterale e frontale
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | .EGN | KYS30 | .EGN | KYS30 | .TGN | KYS30 |
| S3 | .EGN | KYSP30 | .EGN | KYSP30 | .TGN | KYSP30 |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | .003 | .004 | .005 | .003 | .003 | .003 | .002 | .002 | .003 | .002 | .002 | .003 | .002 | .002 | .003 | .EGN |
| .TGN | .005 | .007 | .008 | .004 | .005 | .006 | .003 | .004 | .005 | .003 | .004 | .005 | .003 | .004 | .005 | .TGN |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | .004 | .004 | .005 | .003 | .003 | .004 | .003 | .003 | .003 | .002 | .003 | .003 | .002 | .003 | .003 | .EGN |
| .TGN | .006 | .008 | .009 | .004 | .006 | .007 | .004 | .005 | .006 | .004 | .005 | .005 | .003 | .005 | .005 | .TGN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | .007 | .008 | .009 | .005 | .006 | .007 | .005 | .005 | .006 | .004 | .005 | .006 | .004 | .005 | .006 | .EGN |
| .TGN | .010 | .014 | .016 | .008 | .010 | .012 | .007 | .009 | .010 | .006 | .008 | .010 | .006 | .008 | .010 | .TGN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | .005 | .006 | .007 | .004 | .004 | .005 | .003 | .004 | .004 | .003 | .003 | .004 | .003 | .003 | .004 | .EGN |
| .TGN | .008 | .010 | .012 | .006 | .008 | .009 | .005 | .007 | .008 | .005 | .006 | .007 | .005 | .006 | .007 | .TGN |
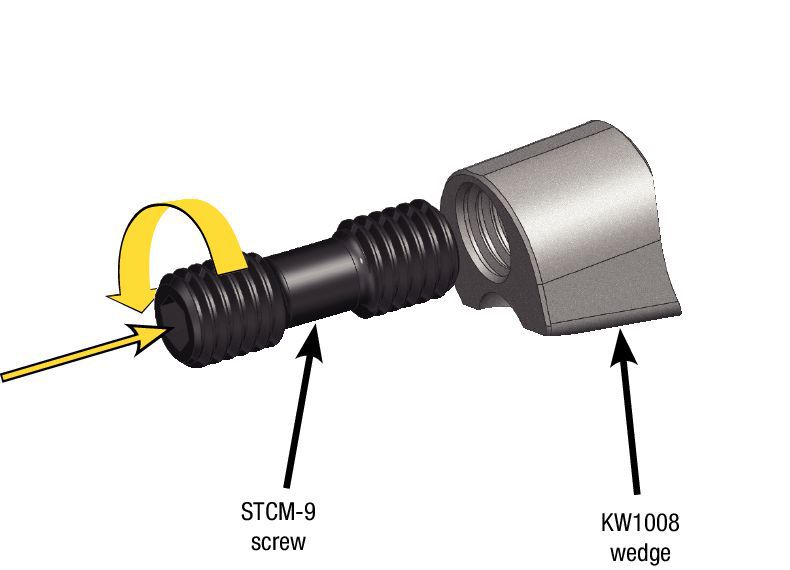
Guida al montaggio degli inserti
| Güvenlik notları | |||||
 |  |  |  |  |  |
| Tüm talimatlar dikkatli bir şekilde okunmalıdır. | Koruyucu gözlük takılmalıdır. | Bağlantı elemanları düzenli aralıklarla kontrol edilir ve sıkılır. | Uyarı: Kesme tehlikesi | Uyarı: Sıcak yüzeyler | Maksimum DEVİR değeri aşılmaz. |
| Montaj talimatları | |
| STCM-25 vidası KW1008 kamasına 1 ya da 1 1/2 tur döndürerek monte edilir. | Kama/vida donanımı |
 |  |
| Kama/vida donanımı freze gövdesine takılır, ancak kesici ucu takmak için montaj boşluğu korunur. | Kesici uç RNGN12... uç yuvasına kaydırılır ve kama/kesici uç donanımı 3,5 Nm (31 inç/lbs) değerinde sıkılır. Her uç yuvası için tekrarlanır. |
 |  |
Velocità iniziali consigliate [m/min]
| Malzeme grubu | KYS30 | KYSP30 | |||||
| P | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| K | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| S | 1 | 2640 | 2160 | 1680 | 2640 | 2160 | 1680 |
| 2 | 2640 | 2160 | 1680 | 2640 | 2160 | 1680 | |
| 3 | 3840 | 3120 | 2400 | 3840 | 3120 | 2400 | |
| 4 | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |