Benvenuto
Conferma le tue preferenze
Aggiorna preferenze
Suggerimenti sui prodotti
Product Family suggestions
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Ciao, User Name
Account selezionato:
C'è un problema con il tuo account. Si prega di contattare l'assistenza clienti.
Sold To Account Modifica account
Ship To Account Modifica account
- Pannello di controllo
- Gestisci ordini
- Gestisci canali
- Rubrica
Notifications
Mark all as read- Modifica password
- Il mio profilo
- Disconnetti
Articolo/i aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Alza il volume e spendi meno con le nostre promozioni a tempo limitato! Acquista ora
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Articolo/i aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Modifica della soluzione
Soluzione aggiunta
Nome della soluzione:{{SolutionName}}- Prodotti
- /
- Punta HPR • B255 • 5 x D • Refrigerante interno • Codolo HA
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.



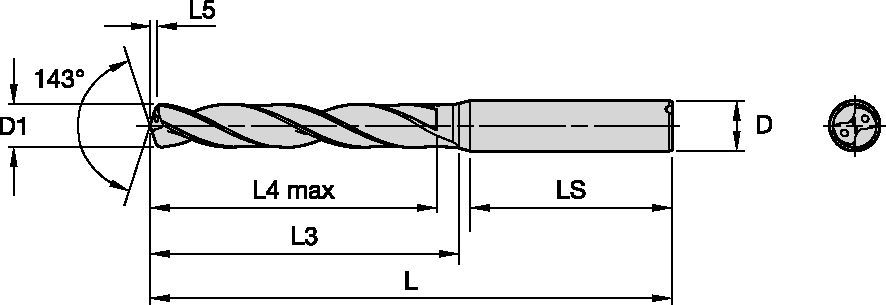
Punta HPR • B255 • 5 x D • Refrigerante interno • Codolo HA
HPR • B255 • 5 x D • Refrigerante interno
Uses and application
Foratura
Foratura: Uscita inclinata
Foratura: Foratura a pacco
Drilling: Cross-Hole Drilling
| nominal size range | D1 tolerance m7 | D tolerance h6 |
| 1–3 | 0,002/0,012 | 0,000/-0,006 |
| 0,004/0,016 | 0,000/-0,008 | |
| 0,006/0,021 | 0,000/-0,009 | |
| 0,007/0,025 | 0,000/-0,011 | |
| 0,008/0,029 | 0,000/-0,013 |
| nominal size range | D1 tolerance m7 | D tolerance h6 |
| .0394–.1181 | .0001/.0005 | .0000/-.0002 |
| .0002/.0006 | .0000/-.0003 | |
| .0002/.0008 | .0000/-.0004 | |
| .0003/.0010 | .0000/-.0004 | |
| .0003/.0011 | .0000/-.0005 |
| Material |  |  | |||||||||||
| Cutting Speed | Metric | ||||||||||||
| Range | Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| K | 1 | 130 | 160 | 210 | mm/r | 0,12 | 0,14 | 0,16 | 0,22 | 0,30 | 0,34 | 0,38 | 0,42 |
| 2 | 90 | 130 | 180 | mm/r | 0,12 | 0,14 | 0,16 | 0,22 | 0,30 | 0,34 | 0,38 | 0,42 | |
| 3 | 70 | 90 | 130 | mm/r | 0,11 | 0,12 | 0,22 | 0,24 | 0,26 | 0,28 | 0,30 | 0,34 | |
| Material | | | |||||||||||
| Cutting Speed | Inch | ||||||||||||
| Range | Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| K | 1 | 430 | 520 | 690 | IPR | .005 | .006 | .006 | .009 | .012 | .013 | .015 | .017 |
| 2 | 300 | 430 | 590 | IPR | .005 | .006 | .006 | .009 | .012 | .013 | .015 | .017 | |
| 3 | 230 | 300 | 430 | IPR | .004 | .005 | .009 | .009 | .010 | .011 | .012 | .013 | |
| Material | | | |||||||||||
| Cutting Speed | Metric | ||||||||||||
| Range | Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| K | 1 | 130 | 160 | 210 | mm/r | 0,12 | 0,14 | 0,16 | 0,22 | 0,30 | 0,34 | 0,38 | 0,42 |
| 2 | 90 | 130 | 180 | mm/r | 0,12 | 0,14 | 0,16 | 0,22 | 0,30 | 0,34 | 0,38 | 0,42 | |
| 3 | 70 | 90 | 130 | mm/r | 0,11 | 0,12 | 0,22 | 0,24 | 0,26 | 0,28 | 0,30 | 0,34 | |
HPR Drill: Cross-Hole Craziness
HPR Drill:Solid Carbide Drill for Cast Iron

