Benvenuto
Conferma le tue preferenze
Aggiorna preferenze
Suggerimenti sui prodotti
Product Family suggestions
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Ciao, User Name
Account selezionato:
C'è un problema con il tuo account. Si prega di contattare l'assistenza clienti.
Sold To Account Modifica account
Ship To Account Modifica account
- Pannello di controllo
- Gestisci ordini
- Gestisci canali
- Rubrica
Notifications
Mark all as read- Modifica password
- Il mio profilo
- Disconnetti
Articolo/i aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Alza il volume e spendi meno con le nostre promozioni a tempo limitato! Acquista ora
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Articolo/i aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Modifica della soluzione
Soluzione aggiunta
Nome della soluzione:{{SolutionName}}- Prodotti
- /
- Utensili per l’asportazione truciolo
- /
- Fresatura
- /
- Fresatura a fissaggio meccanico
- /
- Frese a spianare
- /
- KSOM Mini
- /
- KSOM Mini • Frese a manicotto • Sistema metrico
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

KSOM Mini • Frese a manicotto • Sistema metrico
Frese a manicotto
Features and benefits
- Otto taglienti per inserto.
- Taglio incredibilmente dolce.
Uses and application
Spianatura
Fresatura in rampa: Grezzo
Contornatura/fresatura a spallamento: Smusso leggero
Fresatura — Adduzione interna refrigerante
Fresatura — laterale e frontale
Guida alla selezione degli inserti
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | – | (Sert geometri) | ||||
| Aşınma direnci |  | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | .E..LB | KCPK30 | .E..GB | KCPM40 | .S..HB | KCPK30 |
| P3–P4 | .E..LB | KCPK30 | .E..GB | KCPK30 | .S..HB | KCPK30 |
| P5–P6 | .E..LB | KC725M | .E..GB | KC725M | .S..HB | KC725M |
| M1–M2 | .E..LB | KCSM40 | .E..GB | KCSM40 | .S..HB | KCSM40 |
| M3 | .E..LB | KCSM40 | .E..GB | KCSM40 | .S..HB | KCSM40 |
| K1–K2 | .E..LB | KCK15 | .E..GB | KC520M | .E..GB | KCK15 |
| K3 | .E..LB | KCPK30 | .E..GB | KC520M | .S..HB | KCPK30 |
| N1–N2 | .F..LBJ | KC410M | .E..LBJ | KC422M | .E..LBJ | KC422M |
| N3 | .F..LBJ | KC410M | .F..LNJ | KC410M | .F..LNJ | KC410M |
| S1–S2 | .E..LB | KC725M | .E..GB | KC725M | .S..HB | KC725M |
| S3 | .E..LB | KCSM40 | .E..GB | KCSM40 | .S..HB | KCSM40 |
| S4 | .E..LB | KCSM40 | .E..GB | KCSM40 | .S..HB | KCSM40 |
| H1 | – | – | – | – | – | – |
Avanzamenti iniziali consigliati [mm]
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .F..LBJ | 0,17 | 0,61 | 1,03 | 0,12 | 0,44 | 0,74 | 0,09 | 0,33 | 0,55 | 0,08 | 0,29 | 0,48 | 0,07 | 0,26 | 0,44 | .F..LBJ |
| .F..LNJ | 0,17 | 0,61 | 1,03 | 0,12 | 0,44 | 0,74 | 0,09 | 0,33 | 0,55 | 0,08 | 0,29 | 0,48 | 0,07 | 0,26 | 0,44 | .F..LNJ |
| .E..LBJ | 0,17 | 0,61 | 1,13 | 0,12 | 0,44 | 0,81 | 0,09 | 0,33 | 0,61 | 0,08 | 0,29 | 0,53 | 0,07 | 0,26 | 0,48 | .E..LBJ |
| .E..LB | 0,34 | 0,75 | 1,20 | 0,25 | 0,54 | 0,86 | 0,19 | 0,40 | 0,64 | 0,16 | 0,35 | 0,56 | 0,15 | 0,32 | 0,51 | .E..LB |
| .S..LB | 0,34 | 0,73 | 1,30 | 0,25 | 0,53 | 0,93 | 0,19 | 0,39 | 0,69 | 0,16 | 0,34 | 0,60 | 0,15 | 0,32 | 0,55 | .S..LB |
| .E..GB | 0,34 | 0,87 | 1,39 | 0,25 | 0,62 | 1,00 | 0,19 | 0,47 | 0,74 | 0,16 | 0,41 | 0,65 | 0,15 | 0,37 | 0,59 | .E..GB |
| .S..HB | 0,34 | 0,87 | 1,49 | 0,25 | 0,62 | 1,07 | 0,19 | 0,47 | 0,79 | 0,16 | 0,41 | 0,69 | 0,15 | 0,37 | 0,63 | .S..HB |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Recommended Starting Feeds [IPT]
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .F..LBJ | .007 | .025 | .041 | .005 | .018 | .030 | .004 | .013 | .022 | .003 | .012 | .019 | .003 | .011 | .018 | .F..LBJ |
| .F..LNJ | .007 | .025 | .041 | .005 | .018 | .030 | .004 | .013 | .022 | .003 | .012 | .019 | .003 | .011 | .018 | .F..LNJ |
| .E..LBJ | .007 | .025 | .045 | .005 | .018 | .033 | .004 | .013 | .024 | .003 | .012 | .021 | .003 | .011 | .019 | .E..LBJ |
| .E..LB | .014 | .029 | .047 | .010 | .021 | .034 | .007 | .016 | .025 | .006 | .014 | .022 | .006 | .013 | .020 | .E..LB |
| .S..LB | .014 | .029 | .051 | .010 | .021 | .037 | .007 | .016 | .027 | .006 | .014 | .024 | .006 | .012 | .022 | .S..LB |
| .E..GB | .014 | .034 | .055 | .010 | .025 | .039 | .007 | .018 | .029 | .006 | .016 | .025 | .006 | .015 | .023 | .E..GB |
| .S..HB | .014 | .034 | .059 | .010 | .025 | .042 | .007 | .018 | .031 | .006 | .016 | .027 | .006 | .015 | .025 | .S..HB |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Velocità iniziali consigliate [m/min]
| Malzeme grubu | KC410M | KC422M | KC520M | KC522M | KC725M | KCK15 | KCPM20 | KCPK30 | |||||||||||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | 395 | 345 | 325 | 315 | 275 | 255 | – | – | – | 660 | 580 | 535 | 545 | 475 | 440 |
| 2 | – | – | – | – | – | – | – | – | – | 330 | 290 | 240 | 260 | 230 | 195 | – | – | – | 410 | 370 | 330 | 335 | 305 | 275 | |
| 3 | – | – | – | – | – | – | – | – | – | 305 | 255 | 215 | 240 | 205 | 170 | – | – | – | 370 | 330 | 305 | 305 | 275 | 250 | |
| 4 | – | – | – | – | – | – | – | – | – | 270 | 225 | 180 | 215 | 180 | 145 | – | – | – | 275 | 255 | 230 | 225 | 210 | 190 | |
| 5 | – | – | – | – | – | – | – | – | – | 225 | 200 | 180 | 180 | 160 | 145 | – | – | – | 330 | 300 | 275 | 310 | 275 | 255 | |
| 6 | – | – | – | – | – | – | – | – | – | 200 | 150 | 120 | 160 | 120 | 95 | – | – | – | 230 | 200 | 175 | 190 | 165 | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | 245 | 215 | 200 | 205 | 180 | 165 | – | – | – | 270 | 240 | 205 | 250 | 220 | 190 |
| 2 | – | – | – | – | – | – | – | – | – | 225 | 190 | 160 | 185 | 160 | 130 | – | – | – | 245 | 215 | 190 | 225 | 195 | 170 | |
| 3 | – | – | – | – | – | – | – | – | – | 170 | 145 | 115 | 140 | 120 | 95 | – | – | – | 195 | 175 | 150 | 175 | 160 | 140 | |
| K | 1 | – | – | – | – | – | – | 325 | 295 | 260 | 275 | 250 | 220 | – | – | – | 505 | 460 | 410 | 435 | 390 | 350 | 355 | 320 | 285 |
| 2 | – | – | – | – | – | – | 255 | 225 | 215 | 215 | 195 | 180 | – | – | – | 400 | 355 | 330 | 345 | 310 | 280 | 280 | 255 | 230 | |
| 3 | – | – | – | – | – | – | 215 | 190 | 170 | 180 | 160 | 145 | – | – | – | 335 | 300 | 275 | 290 | 255 | 240 | 235 | 210 | 195 | |
| N | 1–2 | 1460 | 1300 | 1195 | 1285 | 1135 | 1050 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | 1300 | 1195 | 1100 | 1135 | 1050 | 915 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | 50 | 45 | 35 | 45 | 35 | 30 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | 50 | 45 | 35 | 45 | 35 | 30 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | 60 | 50 | 35 | 55 | 45 | 30 | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | 85 | 60 | 45 | 75 | 55 | 35 | – | – | – | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
Recommended Starting Speeds [SFM]
| Malzeme grubu | KC410M | KC422M | KC520M | KC522M | KC725M | KCK15 | KCPM20 | KCPK30 | |||||||||||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | 1300 | 1130 | 1060 | 1030 | 900 | 840 | – | – | – | 2170 | 1910 | 1760 | 1780 | 1560 | 1450 |
| 2 | – | – | – | – | – | – | – | – | – | 1080 | 950 | 790 | 860 | 760 | 640 | – | – | – | 1340 | 1210 | 1090 | 1100 | 1000 | 900 | |
| 3 | – | – | – | – | – | – | – | – | – | 1000 | 840 | 700 | 790 | 670 | 550 | – | – | – | 1210 | 1090 | 1000 | 1000 | 900 | 820 | |
| 4 | – | – | – | – | – | – | – | – | – | 890 | 730 | 590 | 710 | 590 | 470 | – | – | – | 910 | 840 | 760 | 740 | 690 | 620 | |
| 5 | – | – | – | – | – | – | – | – | – | 730 | 660 | 590 | 590 | 530 | 470 | – | – | – | 1090 | 980 | 900 | 1020 | 910 | 830 | |
| 6 | – | – | – | – | – | – | – | – | – | 650 | 490 | 400 | 520 | 400 | 310 | – | – | – | 760 | 660 | 570 | 620 | 540 | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | 800 | 710 | 650 | 670 | 590 | 540 | – | – | – | 880 | 790 | 680 | 820 | 720 | 620 |
| 2 | – | – | – | – | – | – | – | – | – | 730 | 620 | 520 | 610 | 520 | 430 | – | – | – | 800 | 700 | 620 | 730 | 640 | 550 | |
| 3 | – | – | – | – | – | – | – | – | – | 550 | 480 | 370 | 460 | 400 | 310 | – | – | – | 640 | 570 | 490 | 570 | 520 | 460 | |
| K | 1 | – | – | – | – | – | – | 1060 | 960 | 850 | 900 | 820 | 720 | – | – | – | 1660 | 1510 | 1340 | 1420 | 1280 | 1150 | 1160 | 1050 | 940 |
| 2 | – | – | – | – | – | – | 830 | 740 | 700 | 710 | 640 | 590 | – | – | – | 1310 | 1170 | 1090 | 1130 | 1010 | 920 | 920 | 830 | 760 | |
| 3 | – | – | – | – | – | – | 700 | 620 | 560 | 590 | 530 | 480 | – | – | – | 1100 | 980 | 900 | 950 | 840 | 780 | 770 | 690 | 640 | |
| N | 1–2 | 4790 | 4260 | 3920 | 4220 | 3720 | 3440 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | 4260 | 3920 | 3600 | 3720 | 3440 | 3000 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | 160 | 140 | 110 | 140 | 120 | 100 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | 160 | 140 | 110 | 140 | 120 | 100 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | 200 | 160 | 110 | 180 | 140 | 100 | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | 280 | 200 | 140 | 240 | 180 | 120 | – | – | – | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
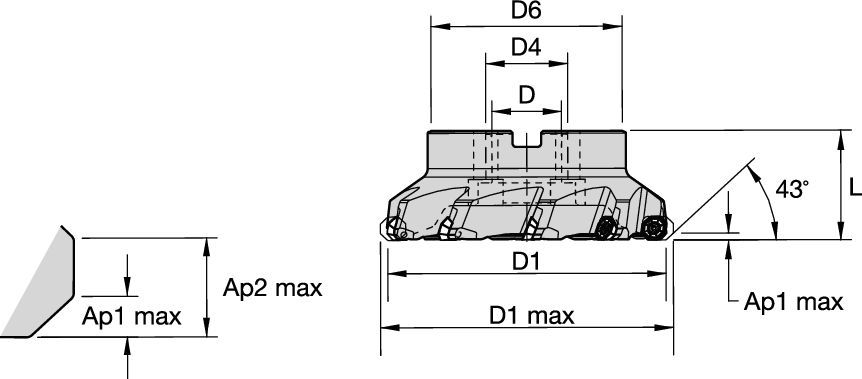
Fresatura a tuffo
| D1 mm | D1 maks mm | maks ap mm | Rampalama açısı (°) | Rampalama uzunluğu mm |
| 32 | 41,1 | 9 | 11,0 | 46,3 |
| 40 | 49,0 | 9 | 7,5 | 68,4 |
| 50 | 58,9 | 9 | 5,0 | 102,9 |
| 63 | 71,8 | 9 | 3,9 | 132,0 |
| 80 | 88,7 | 9 | 2,9 | 177,7 |
| 100 | 108,6 | 9 | 2,2 | 234,3 |
| 125 | 133,6 | 9 | 1,7 | 303,2 |
| 160 | 168,5 | 9 | 1,3 | 396,6 |
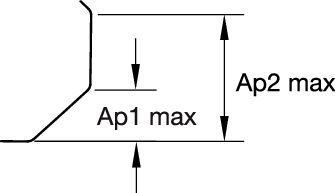
Spianatura
| Maks. Kesme derinliği AP | mm | Talaş yükü (fz) |
| Ap1 maks. | 3,5 | 1 x fz |
| Ap2 maks | 9,0 | 0,6 x fz |
Fresatura in rampa
| Delik çapı | ||||
| D1 mm | D1 maks mm | min. mm | maks. mm | Ap/Rev. mm |
| 32 | 41,1 | 61,7 | 81,7 | 4,7 |
| 40 | 49,0 | 77,5 | 97,6 | 4,7 |
| 50 | 58,9 | 97,4 | 117,4 | 4,7 |
| 63 | 71,8 | 123,3 | 143,3 | 4,7 |
| 80 | 88,7 | 157,2 | 177,2 | 4,7 |
| 100 | 108,6 | 197,2 | 217,1 | 4,7 |
| 125 | 133,6 | 247,1 | 267,0 | 4,7 |
| 160 | 168,5 | 317,1 | 377,0 | 4,7 |
Interpolazione elicoidale
| Maks. Dalma derinliği | mm |
| Ap1 maks. | 3,2 |