Benvenuto
Conferma le tue preferenze
Aggiorna preferenze
Suggerimenti sui prodotti
Product Family suggestions
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Ciao, User Name
Account selezionato:
C'è un problema con il tuo account. Si prega di contattare l'assistenza clienti.
Sold To Account Modifica account
Ship To Account Modifica account
- Pannello di controllo
- Gestisci ordini
- Gestisci canali
- Rubrica
Notifications
Mark all as read- Modifica password
- Il mio profilo
- Disconnetti
Articolo/i aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Alza il volume e spendi meno con le nostre promozioni a tempo limitato! Acquista ora
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Articolo/i aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Modifica della soluzione
Soluzione aggiunta
Nome della soluzione:{{SolutionName}}- Prodotti
- /
- RSM II • Radiused • Multi-Flute • Internal Coolant • Necked • Plain Shank • Inch
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

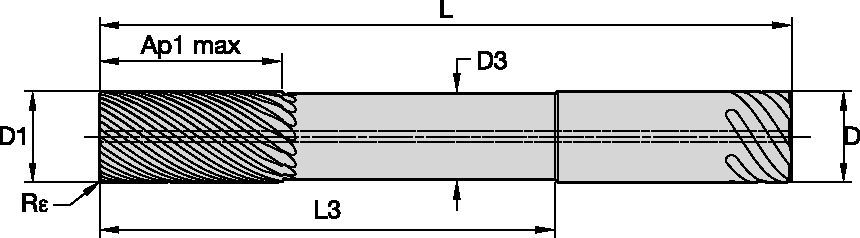
RSM II • Radiused • Multi-Flute • Internal Coolant • Necked • Plain Shank • Inch
RSM II Solid Carbide End Mill for Finishing of Stainless Steel and High Temperature Alloys
Features and benefits
- RSM II solid carbide end mills feature unequal flute spacing for chatter-free machining.
- Eccentric relief grind for higher cutting edge stability and higher feed rates.
- Designed for high-speed peel milling strategies with secure chip formation and chip evacuation in deep cavities.
Uses and application
Through Coolant - Solid End Mill
Helix Angle: 36°
Dimensioni utensile: Configurazione del vano: X (variabile)
Corner Style: Corner RadiusTipo angolo Raggio di punta
Contornatura/fresatura a spallamento: Finitura di precisione
Contornatura/fresatura a spallamento: Finitura
FSDE.. • Multi-Flute with Neck • Inch
 |  | | |||||||||||
| Dik kenar frezeleme (A) | KC643M | Recommended feed per tooth (IPT = inch/th) for side milling (A). | |||||||||||
| A | Kesme hızı | D1 | |||||||||||
| frac. | 1/4 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| Malzeme grubu | ap | ae | Min. | Maks. | dec. | .2500 | .3750 | .5000 | .6250 | .7500 | 1.0000 | ||
| P | 4 | Ap max | 0.008 | 445 | – | 1628 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0066 |
| 5 | Ap max | 0.008 | 295 | – | 1078 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0061 | |
| M | 1 | Ap max | 0.008 | 445 | – | 1243 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0077 |
| 2 | Ap max | 0.008 | 295 | – | 869 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0061 | |
| 3 | Ap max | 0.008 | 295 | – | 759 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0048 | |
| S | 1 | Ap max | 0.008 | 245 | – | 979 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0077 |
| 2 | Ap max | 0.008 | 125 | – | 429 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0041 | |
| 3 | Ap max | 0.008 | 125 | – | 429 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0041 | |
| 4 | Ap max | 0.008 | 245 | – | 649 | IPT | .0033 | .0037 | .0044 | .0048 | .0051 | .0056 | |
| H | 1 | Ap max | 0.008 | 395 | – | 1518 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0066 |
| 2 | Ap max | 0.008 | 345 | – | 1298 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0048 | |
FSDE.. • Multi-Flute with Neck • Highest Surface Quality
| | | |||||||||||
| Dik kenar frezeleme (A) | KC643M | Recommended feed per tooth (IPT = inch/th) for side milling (A). | |||||||||||
| A | Kesme hızı | D1 | |||||||||||
| frac. | 1/4 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| Malzeme grubu | ap | ae | Min. | Maks. | dec. | .2500 | .3750 | .5000 | .6250 | .7500 | 1.0000 | ||
| P | 4 | Ap max | 0.2 – 0.3 | 890 | – | 1480 | IPT | .0424 | .0447 | .0534 | .0578 | .0649 | .0772 |
| 5 | Ap max | 0.2 – 0.3 | 590 | – | 980 | IPT | .0379 | .0401 | .0481 | .0525 | .0595 | .0722 | |
| M | 1 | Ap max | 0.2 – 0.3 | 890 | – | 1130 | IPT | .0469 | .0501 | .0601 | .0656 | .0743 | .0902 |
| 2 | Ap max | 0.2 – 0.3 | 590 | – | 790 | IPT | .0379 | .0401 | .0481 | .0525 | .0595 | .0722 | |
| 3 | Ap max | 0.2 – 0.3 | 590 | – | 690 | IPT | .0318 | .0335 | .0398 | .0429 | .0479 | .0562 | |
| S | 1 | Ap max | 0.2 – 0.3 | 490 | – | 890 | IPT | .0469 | .0501 | .0601 | .0656 | .0743 | .0902 |
| 2 | Ap max | 0.2 – 0.3 | 490 | – | 890 | IPT | .0469 | .0501 | .0601 | .0656 | .0743 | .0902 | |
| 3 | Ap max | 0.2 – 0.3 | 250 | – | 390 | IPT | .0250 | .0265 | .0319 | .0349 | .0397 | .0486 | |
| 4 | Ap max | 0.2 – 0.3 | 490 | – | 590 | IPT | .0334 | .0369 | .0442 | .0482 | .0546 | .0662 | |
| H | 1 | Ap max | 0.2 – 0.3 | 790 | – | 1380 | IPT | .0424 | .0447 | .0534 | .0578 | .0649 | .0772 |
| 2 | Ap max | 0.2 – 0.3 | 690 | – | 1180 | IPT | .0318 | .0335 | .0398 | .0429 | .0479 | .0562 | |
 |  |  | ||||||||||
| Side Milling (A) | K600 | Recommended feed per tooth (IPT = inch/th) for side milling (A). | ||||||||||
| A | Cutting Speed | D1 | ||||||||||
| frac. | 1/4 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | ||||||
| Material | ap | ae | min | max | in | .250 | .375 | .500 | .625 | .750 | 1.000 | |
| P | 4 | Ap max | 0.008 | 220 | 814 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0066 |
| – | 5 | Ap max | 0.008 | 150 | 539 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0061 |
| M | 1 | Ap max | 0.008 | 220 | 627 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0077 |
| – | 2 | Ap max | 0.008 | 150 | 429 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0061 |
| 3 | Ap max | 0.008 | 150 | 374 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0048 | |
| S | 1 | Ap max | 0.008 | 125 | 484 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0077 |
| – | 2 | Ap max | 0.008 | 60 | 220 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0041 |
| 3 | Ap max | 0.008 | 60 | 220 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0041 | |
| – | 4 | Ap max | 0.008 | 125 | 330 | IPT | .0033 | .0037 | .0044 | .0048 | .0051 | .0056 |
| H | 1 | Ap max | 0.008 | 195 | 759 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0066 |
| 2 | Ap max | 0.008 | 170 | 649 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0048 | |
| | | ||||||||||
| Side Milling (A) | K600 | Recommended feed per tooth (IPT = inch/th) for side milling (A). | ||||||||||
| A | Cutting Speed | D1 | ||||||||||
| 1/4 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| Material | ap | ae | min | max | in | .250 | .375 | .500 | .625 | .750 | 1.0000 | |
| P | 4 | Ap max | 0.008 | 220 | 814 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0772 |
| – | 5 | Ap max | 0.008 | 150 | 539 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0722 |
| M | 1 | Ap max | 0.008 | 220 | 627 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0902 |
| – | 2 | Ap max | 0.008 | 150 | 429 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0722 |
| 3 | Ap max | 0.008 | 150 | 374 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0562 | |
| S | 1 | Ap max | 0.008 | 125 | 484 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0902 |
| – | 2 | Ap max | 0.008 | 60 | 220 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0902 |
| 3 | Ap max | 0.008 | 60 | 220 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0486 | |
| – | 4 | Ap max | 0.008 | 125 | 330 | IPT | .0033 | .0037 | .0044 | .0048 | .0051 | .0662 |
| H | 1 | Ap max | 0.008 | 195 | 759 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0772 |
| 2 | Ap max | 0.008 | 170 | 649 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0562 | |
| Product | Dimensions (inch) | |||||||||||||||||||
| Profiling | Facing | Chip Thickness | Profiling (IPT) | Facing (IPT) | ||||||||||||||||
| for ae min | for ae max | |||||||||||||||||||
| Description | diameter | Z | ae min (in) | ae max (in) | ap min (in) | ap max (in) | ad2 max (in2) | ae min (in) | ae max (in) | ap min (in) | ap max (in) | ad2 max (in2) | hm min (in) | hm max (in) | fz min (IPT) | fz max (IPT) | fz min (IPT) | fz max (IPT) | fz min (IPT) | fz max (IPT) |
| CRSM0375.. | .375 | 6 | .008 | .025 | .19 | .43 | .098 | Radius +.020 | .295 | .0079 | Radius +.020 | .050 | .008 | .020 | .0028 | .0070 | .0016 | .0040 | .008 | .020 |
| CRSM0500.. | .500 | 6 | .008 | .033 | .27 | .61 | .142 | Radius +.020 | .354 | .0079 | Radius +.020 | .070 | .008 | .020 | .0031 | .0077 | .0016 | .0040 | .008 | .020 |
| CRSM0625.. | .625 | 6 | .008 | .042 | .32 | .82 | .252 | Radius +.020 | .472 | .0079 | Radius +.020 | .126 | .008 | .020 | .0035 | .0890 | .0016 | .0040 | .008 | .020 |
| CRSM0625.. | .625 | 8 | .008 | .031 | .32 | .82 | .252 | Radius +.020 | .472 | .0079 | Radius +.020 | .126 | .008 | .020 | .0035 | .0089 | .0018 | .0045 | .008 | .020 |
| CRSM0750.. | .750 | 6 | .008 | .050 | .38 | 1.02 | .394 | Radius +.020 | .591 | .0079 | Radius +.020 | .197 | .008 | .020 | .0040 | .0098 | .0016 | .0040 | .008 | .020 |
| CRSM0750.. | .750 | 8 | .008 | .038 | .38 | 1.02 | .394 | Radius +.020 | .591 | .0079 | Radius +.020 | .197 | .008 | .020 | .0040 | .0098 | .0018 | .0045 | .008 | .020 |
| CRSM1000.. | 1.000 | 8 | .008 | .050 | .46 | 1.28 | .615 | Radius +.020 | .738 | .0079 | Radius +.020 | .308 | .008 | .020 | .0044 | .0110 | .0018 | .0045 | .008 | .020 |
| CRSM1000.. | 1.000 | 10 | .008 | .040 | .46 | 1.28 | .615 | Radius +.020 | .738 | .0079 | Radius +.020 | .308 | .008 | .020 | .0044 | .0110 | .0020 | .0050 | .008 | .020 |
| Material Reference Chart and Recommended Surface Speeds | |||||
| Inch | |||||
| Commercial Name | Hardness HRB HRC HB | Rm N/mm2 | vc min (FPM) | vc max (FPM) | |
| Ti-5Al-2.5Sn | HRC36 | 1130 | 190 | 395 | |
| Ti-6Al-4Zr-2Mo-2Sn | HRC28 | 900 | 205 | 425 | |
| Ti-6Al-4Zr-2Mo-2Sn-0.2Si | HRC28 | 900 | 205 | 425 | |
| Ti-8Al-1Mo-1V | HRC35 | 1100 | 190 | 395 | |
| Ti-11.5Mo-6Zr-4.5Sn | 110 | 225 | |||
| Ti-13V-11Cr-3Al | 110 | 225 | |||
| Ti-3Al-8V-6Cr-4Mo-4Zr | HRC32 | 1000 | 110 | 225 | |
| Ti-8Mo-8V-2Fe-3Al | 110 | 225 | |||
| Ti-13V-11Cr-3Al | HRC40 | 1270 | 95 | 200 | |
| Ti 10.2.3 | HRC35 | 1100 | 90 | 185 | |
| Ti-15Mo | HRC24 | 820 | 160 | 335 | |
| Ti-15-333 | HRC32 | 1000 | 110 | 230 | |
| Ti 45Nb | 145 | 305 | |||
| 5Al-5V-5Mo-3Cr | HRC40 | 1270 | 95 | 200 | |
| Ti-425 | HRC36 | 1130 | 95 | 200 | |
| S4 | Ti-6AL-4V | HRC30-34 | 1130 | 190 | 395 |
| Ti-6Al-4V | HRC35-39 | 1200 | 175 | 365 | |
| Ti-6Al-5Zr-0.5Mo-0.25Si | 160 | 335 | |||
| Ti-6Al-5Zr-4Mo-Cu-0.2Si | 160 | 335 | |||
| Ti-6Al-6V-2Sn | HRC35 | 1100 | 175 | 365 | |
| Ti-7Al-4Mo | 160 | 335 | |||
| 3-2.5 | HRC24 | 820 | 205 | 425 | |
| 6-4ELI | HRC32 | 1000 | 195 | 410 | |
| 6-2-4-6 | HRC36 | 1130 | 175 | 365 | |
| Ti-17 | HRC38 | 1200 | 175 | 365 | |
| Ti-4Al-4Mo-2Sn-0.5Si | HRC35 | 1100 | 160 | 335 | |
| Ti-4Al-4Mo-4Sn-0.5Si | 160 | 335 | |||
| Ti 99.5 | HRB100 | 780 | 285 | 610 | |
| Ti 99.6 | HRB90 | 600 | 315 | 670 | |
| Ti 99.7 | HRB80 | 510 | 345 | 730 | |
| Ti 99.8 | HRB70 | 430 | 375 | 79 | |