Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Nouveau client
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteBonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client Modifier le compte
Compte de livraison Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
Notifications
Mark all as read- Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Usinez plus pour moins cher avec nos promotions! Achetez maintenant
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution:{{SolutionName}}- Produits
- /
- Outils d’usinage des métaux
- /
- Fraisage
- /
- Fraisage indexable
- /
- Fraises céramique
- /
- Ceramic Mills • RN
- /
- KCRA • RN
- /
- KCRA - RN • Fraises à queue cylindriques • Métrique
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

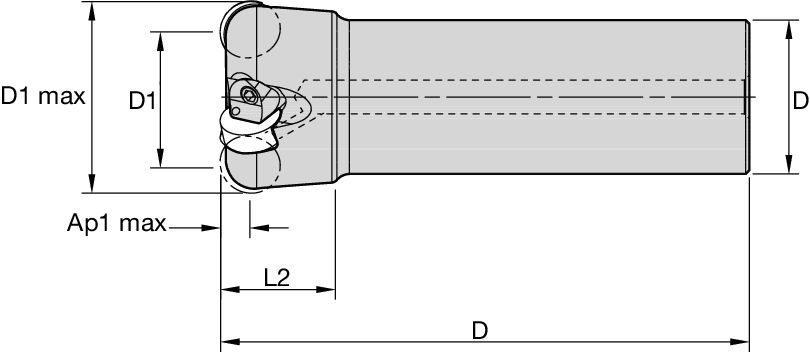
KCRA - RN • Fraises à queue cylindriques • Métrique
Fraises à queue cylindrique
Features and benefits
- Premier choix pour le surfaçage et le surfaçage-dressage des alliages hautes températures.
- Débit-copeau supérieur grâce aux fraises à pas fin.
- Le système de fixation sûr améliore la fiabilité et la stabilité du processus.
- Fonction de refroidissement par air efficace. Meilleure évacuation des copeaux et tenue de coupe prolongée.
Uses and application
Milling - Pressurized Air Coolant
Surfaçage
Fraisage de côté/avec épaulement : Bout hémisphérique
Queue — Cylindrique Classique
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | .EGN | KYS30 | .EGN | KYS30 | .TGN | KYS30 |
| S3 | .EGN | KYSP30 | .EGN | KYSP30 | .TGN | KYSP30 |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
À une profondeur de coupe axiale (ap) de 6,35
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,08 | 0,09 | 0,11 | 0,06 | 0,07 | 0,09 | 0,06 | 0,06 | 0,07 | 0,05 | 0,06 | 0,07 | 0,05 | 0,06 | 0,07 | .EGN |
| .TGN | 0,13 | 0,17 | 0,19 | 0,09 | 0,13 | 0,14 | 0,08 | 0,11 | 0,13 | 0,08 | 0,10 | 0,12 | 0,08 | 0,10 | 0,12 | .TGN |
À une profondeur de coupe axiale (ap) de 3,00
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
À une profondeur de coupe axiale (ap) de 1,50
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,18 | 0,20 | 0,24 | 0,13 | 0,15 | 0,18 | 0,12 | 0,13 | 0,16 | 0,11 | 0,12 | 0,15 | 0,11 | 0,12 | 0,14 | .EGN |
| .TGN | 0,27 | 0,36 | 0,41 | 0,20 | 0,27 | 0,31 | 0,17 | 0,23 | 0,27 | 0,16 | 0,22 | 0,25 | 0,16 | 0,21 | 0,24 | .TGN |
À une profondeur de coupe axiale (ap) de 0,75
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,10 | 0,11 | 0,13 | 0,07 | 0,08 | 0,10 | 0,07 | 0,07 | 0,09 | 0,06 | 0,07 | 0,08 | 0,06 | 0,07 | 0,08 | .EGN |
| .TGN | 0,15 | 0,20 | 0,23 | 0,11 | 0,15 | 0,17 | 0,10 | 0,13 | 0,15 | 0,09 | 0,12 | 0,14 | 0,09 | 0,12 | 0,14 | .TGN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,13 | 0,14 | 0,18 | 0,10 | 0,11 | 0,13 | 0,09 | 0,09 | 0,12 | 0,08 | 0,09 | 0,11 | 0,08 | 0,09 | 0,11 | .EGN |
| .TGN | 0,19 | 0,26 | 0,30 | 0,15 | 0,19 | 0,22 | 0,13 | 0,17 | 0,19 | 0,12 | 0,16 | 0,18 | 0,12 | 0,15 | 0,18 | .TGN |
Guide de montage des plaquettes
| Güvenlik notları | |||||
 |  |  |  |  |  |
| Tüm talimatlar dikkatli bir şekilde okunmalıdır. | Koruyucu gözlük takılmalıdır. | Bağlantı elemanları düzenli aralıklarla kontrol edilir ve sıkılır. | Uyarı: Kesme tehlikesi | Uyarı: Sıcak yüzeyler | Maksimum DEVİR değeri aşılmaz. |
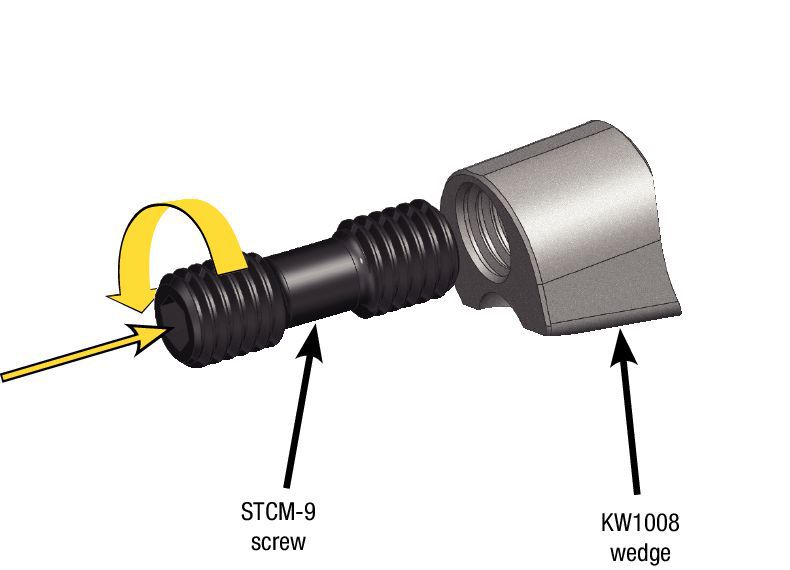
| Montaj talimatları | |
| STCM-25 vidası KW1008 kamasına 1 ya da 1 1/2 tur döndürerek monte edilir. | Kama/vida donanımı |
 |  |
| Kama/vida donanımı freze gövdesine takılır, ancak kesici ucu takmak için montaj boşluğu korunur. | Kesici uç RNGN12... uç yuvasına kaydırılır ve kama/kesici uç donanımı 3,5 Nm (31 inç/lbs) değerinde sıkılır. Her uç yuvası için tekrarlanır. |
 |  |
Vitesses de départ recommandées [m/mn]
| Malzeme grubu | KYS30 | KYSP30 | |||||
| P | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| K | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| S | 1 | 805 | 660 | 510 | 805 | 660 | 510 |
| 2 | 805 | 660 | 510 | 805 | 660 | 510 | |
| 3 | 1170 | 950 | 730 | 1170 | 950 | 730 | |
| 4 | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |