Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Nouveau client
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteBonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client Modifier le compte
Compte de livraison Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
Notifications
Mark all as read- Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Usinez plus pour moins cher avec nos promotions! Achetez maintenant
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution:{{SolutionName}}- Produits
- /
- Outils d’usinage des métaux
- /
- Fraisage
- /
- Fraisage indexable
- /
- Fraises à surfacer-dresser
- /
- Mill 1-18™ • Two Cutting Edges • Ap1 max 18mm
- /
- Cutters Mill 1-18™ • Inch
- /
- Mill 1-18™ • End Mill • Reduced Weldon Shank • Inch
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

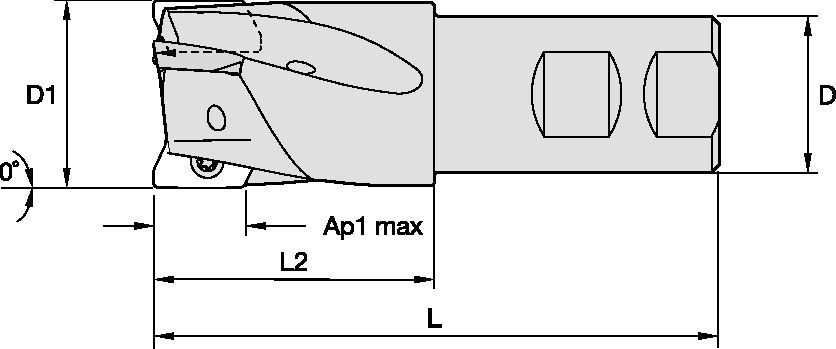
Mill 1-18™ • End Mill • Reduced Weldon Shank • Inch
Shoulder milling cutter for multiple materials
Features and benefits
- Internal coolant supply.
- For ramping, slotting, plunging, facing, and true 90° walls.
Uses and application
Surfaçage
Fraisage hélicoïdal
Ramping : Ébauche
Rainurage : Bout plat
Fraisage de côté/avec épaulement : Bout plat
Fraisage — Arrosage interne
Queue — Cylindrique Weldon 2 à bout plat
Usinage de poches
Guide de sélection des plaquettes
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | .E..GD | KCPM40 | .S..GD | KCPM40 | .E..HD | KCPM40 |
| P3–P4 | .E..GD | KCPK30 | .S..GD | KCPK30 | .E..HD | KCPK30 |
| P5–P6 | .E..GD | KC725M | .S..GD | KC725M | .E..HD | KC725M |
| M1–M2 | .E..GD | KCSM40 | .S..GD | KCSM40 | .E..HD | KCSM40 |
| M3 | .E..GD | KCPM40 | .S..GD | KCPM40 | .E..HD | KCPM40 |
| K1–K2 | .E..GD | KCK20B | .E..GD | KCK20B | .S..GD | KCK15 |
| K3 | .E..GD | KCK20B | .S..GD | KCK15 | .E..HD | KCPK30 |
| N1–N2 | .F..LDJ | KC410M | .E..LDJ | KC422M | .E..LDJ | KC422M |
| N3 | .F..LDJ | KC410M | .F..LDJ | KC410M | .F..LDJ | KC410M |
| S1–S2 | .E..GD | KC725M | .S..GD | KC725M | .E..HD | KC725M |
| S3 | .E..GD | KCSM40 | .S..GD | KCSM40 | .E..HD | KCSM40 |
| S4 | .E..GD | KCSM40 | .S..GD | KCSM40 | .E..HD | KCSM40 |
| H1 | – | – | – | – | – | – |
Avances de départ recommandées [mm]
| Mill 1-18™ • Recommended Starting Feeds [mm/th] | |||||||||||||||
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .F..LDJ | 0,12 | 0,46 | 0,82 | 0,08 | 0,33 | 0,59 | 0,06 | 0,25 | 0,44 | 0,06 | 0,22 | 0,38 | 0,05 | 0,20 | 0,35 |
| .E..LDJ | 0,12 | 0,45 | 0,80 | 0,08 | 0,33 | 0,58 | 0,06 | 0,24 | 0,43 | 0,06 | 0,21 | 0,38 | 0,05 | 0,20 | 0,35 |
| .E..LD | 0,17 | 0,47 | 0,82 | 0,12 | 0,34 | 0,59 | 0,09 | 0,26 | 0,44 | 0,08 | 0,22 | 0,38 | 0,07 | 0,20 | 0,35 |
| .E..GD | 0,23 | 0,52 | 0,89 | 0,17 | 0,37 | 0,64 | 0,13 | 0,28 | 0,48 | 0,11 | 0,24 | 0,42 | 0,10 | 0,22 | 0,38 |
| .S..GE | 0,23 | 0,51 | 0,89 | 0,17 | 0,37 | 0,64 | 0,13 | 0,27 | 0,48 | 0,11 | 0,24 | 0,42 | 0,10 | 0,22 | 0,38 |
| .S..GD | 0,23 | 0,51 | 0,89 | 0,17 | 0,37 | 0,64 | 0,13 | 0,28 | 0,48 | 0,11 | 0,24 | 0,41 | 0,10 | 0,22 | 0,38 |
| .E..HD | 0,23 | 0,59 | 0,95 | 0,17 | 0,43 | 0,68 | 0,13 | 0,32 | 0,51 | 0,11 | 0,28 | 0,44 | 0,10 | 0,25 | 0,41 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||||||||||
Recommended Starting Feeds [IPT]
| Mill 1-18™ • Recommended Starting Feeds [IPT] | |||||||||||||||
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .F..LDJ | 0.005 | 0.019 | 0.033 | 0.003 | 0.013 | 0.023 | 0.003 | 0.010 | 0.018 | 0.002 | 0.009 | 0.015 | 0.002 | 0.008 | 0.014 |
| .E..LDJ | 0.005 | 0.018 | 0.032 | 0.003 | 0.013 | 0.023 | 0.003 | 0.010 | 0.017 | 0.002 | 0.009 | 0.015 | 0.002 | 0.008 | 0.014 |
| .E..LD | 0.007 | 0.019 | 0.032 | 0.005 | 0.013 | 0.023 | 0.004 | 0.010 | 0.017 | 0.003 | 0.009 | 0.015 | 0.003 | 0.008 | 0.014 |
| .E..GD | 0.009 | 0.020 | 0.035 | 0.007 | 0.015 | 0.025 | 0.005 | 0.011 | 0.019 | 0.004 | 0.010 | 0.016 | 0.004 | 0.009 | 0.015 |
| .S..GE | 0.009 | 0.020 | 0.035 | 0.007 | 0.014 | 0.025 | 0.005 | 0.011 | 0.019 | 0.004 | 0.009 | 0.017 | 0.004 | 0.009 | 0.015 |
| .S..GD | 0.009 | 0.020 | 0.035 | 0.007 | 0.015 | 0.025 | 0.005 | 0.011 | 0.019 | 0.004 | 0.009 | 0.016 | 0.004 | 0.009 | 0.015 |
| .E..HD | 0.009 | 0.023 | 0.037 | 0.007 | 0.017 | 0.027 | 0.005 | 0.013 | 0.020 | 0.004 | 0.011 | 0.017 | 0.004 | 0.010 | 0.016 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||||||||||
Vitesses de départ recommandées [m/mn]
| Mill 1-18™ • Recommended Starting Speed [m/min] | |||||||||||||||||||||||||||||||
| Kalite | KC410M | KC422M | KC522M | KC725M | KCK15 | KCPK30 | KCK20B | KCPM40 | KCSM30 | KCSM40 | |||||||||||||||||||||
| Talaş kalınlığı hex mm | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | |||||||||||
| Malzeme grubu | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | |
| P | 1 | – | – | – | – | – | – | 330 | 285 | 270 | 260 | 230 | 215 | – | – | – | 455 | 395 | 370 | – | – | – | 295 | 260 | 245 | 370 | 320 | 300 | 350 | 320 | 300 |
| 2 | – | – | – | – | – | – | 275 | 240 | 200 | 220 | 190 | 160 | – | – | – | 280 | 255 | 230 | – | – | – | 250 | 215 | 180 | 305 | 270 | 220 | 300 | 270 | 220 | |
| 3 | – | – | – | – | – | – | 255 | 215 | 175 | 200 | 170 | 140 | – | – | – | 255 | 230 | 205 | – | – | – | 230 | 195 | 160 | 285 | 240 | 195 | 280 | 240 | 195 | |
| 4 | – | – | – | – | – | – | 225 | 185 | 150 | 180 | 150 | 120 | – | – | – | 225 | 185 | 160 | – | – | – | 205 | 170 | 135 | 250 | 205 | 165 | 240 | 205 | 165 | |
| 5 | – | – | – | – | – | – | 185 | 170 | 150 | 150 | 135 | 120 | – | – | – | 190 | 170 | 150 | – | – | – | 170 | 155 | 135 | 205 | 190 | 165 | 200 | 180 | 160 | |
| 6 | – | – | – | – | – | – | 165 | 125 | 100 | 130 | 100 | 80 | – | – | – | 160 | 135 | 110 | – | – | – | 150 | 115 | 90 | 185 | 140 | 110 | 180 | 140 | 100 | |
| M | 1 | – | – | – | – | – | – | 205 | 180 | 165 | 170 | 150 | 135 | – | – | – | 205 | 185 | 155 | – | – | – | 195 | 170 | 155 | 225 | 180 | 170 | 260 | 210 | 185 |
| 2 | – | – | – | – | – | – | 185 | 160 | 130 | 155 | 130 | 110 | – | – | – | 185 | 160 | 140 | – | – | – | 175 | 150 | 125 | 205 | 160 | 135 | 235 | 180 | 145 | |
| 3 | – | – | – | – | – | – | 140 | 120 | 95 | 115 | 100 | 80 | – | – | – | 145 | 130 | 115 | – | – | – | 130 | 115 | 90 | 155 | 125 | 95 | 175 | 145 | 110 | |
| K | 1 | – | – | – | – | – | – | 230 | 205 | 185 | – | – | – | 420 | 385 | 340 | 295 | 265 | 240 | 360 | 290 | 245 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | 180 | 160 | 150 | – | – | – | 335 | 295 | 275 | 235 | 210 | 190 | 280 | 230 | 195 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | 150 | 135 | 120 | – | – | – | 280 | 250 | 230 | 195 | 175 | 160 | 210 | 175 | 140 | – | – | – | – | – | – | – | – | – | |
| N | 1 | 1215 | 1080 | 995 | 1075 | 945 | 875 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 1080 | 995 | 915 | 945 | 875 | 760 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | 1080 | 995 | 915 | 945 | 875 | 760 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 45 | 40 | 30 | 50 | 40 | 25 |
| 2 | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 45 | 40 | 30 | 55 | 40 | 25 | |
| 3 | – | – | – | – | – | – | 50 | 40 | 25 | 45 | 35 | 25 | – | – | – | – | – | – | – | – | – | 50 | 40 | 30 | 55 | 45 | 30 | 65 | 45 | 30 | |
| 4 | – | – | – | – | – | – | 50 | 45 | 35 | 50 | 45 | 30 | – | – | – | 50 | 45 | 35 | – | – | – | 55 | 50 | 35 | 60 | 55 | 40 | 75 | 60 | 40 | |
| H | 1 | – | – | – | – | – | – | 120 | 90 | 70 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 135 | 100 | 75 | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | |||||||||||||||||||||||||||||||
| Mill 1-18™ • Recommended Starting Speed [SFM] | |||||||||||||||||||||||||||||||
| Kalite | KC410M | KC422M | KC522M | KC725M | KCK15 | KCPK30 | KCK20B | KCPM40 | KCSM30 | KCSM40 | |||||||||||||||||||||
| Chip Thickness hex Inch | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | |||||||||||
| Malzeme grubu | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | |
| P | 1 | – | – | – | – | – | – | 330 | 285 | 270 | 260 | 230 | 215 | – | – | – | 455 | 395 | 370 | – | – | – | 295 | 260 | 245 | 370 | 320 | 300 | 350 | 320 | 300 |
| 2 | – | – | – | – | – | – | 275 | 240 | 200 | 220 | 190 | 160 | – | – | – | 280 | 255 | 230 | – | – | – | 250 | 215 | 180 | 305 | 270 | 220 | 300 | 270 | 220 | |
| 3 | – | – | – | – | – | – | 255 | 215 | 175 | 200 | 170 | 140 | – | – | – | 255 | 230 | 205 | – | – | – | 230 | 195 | 160 | 285 | 240 | 195 | 280 | 240 | 195 | |
| 4 | – | – | – | – | – | – | 225 | 185 | 150 | 180 | 150 | 120 | – | – | – | 225 | 185 | 160 | – | – | – | 205 | 170 | 135 | 250 | 205 | 165 | 240 | 205 | 165 | |
| 5 | – | – | – | – | – | – | 185 | 170 | 150 | 150 | 135 | 120 | – | – | – | 190 | 170 | 150 | – | – | – | 170 | 155 | 135 | 205 | 190 | 165 | 200 | 180 | 160 | |
| 6 | – | – | – | – | – | – | 165 | 125 | 100 | 130 | 100 | 80 | – | – | – | 160 | 135 | 110 | – | – | – | 150 | 115 | 90 | 185 | 140 | 110 | 180 | 140 | 100 | |
| M | 1 | – | – | – | – | – | – | 205 | 180 | 165 | 170 | 150 | 135 | – | – | – | 205 | 185 | 155 | – | – | – | 195 | 170 | 155 | 225 | 180 | 170 | 260 | 210 | 185 |
| 2 | – | – | – | – | – | – | 185 | 160 | 130 | 155 | 130 | 110 | – | – | – | 185 | 160 | 140 | – | – | – | 175 | 150 | 125 | 205 | 160 | 135 | 235 | 180 | 145 | |
| 3 | – | – | – | – | – | – | 140 | 120 | 95 | 115 | 100 | 80 | – | – | – | 145 | 130 | 115 | – | – | – | 130 | 115 | 90 | 155 | 125 | 95 | 175 | 145 | 110 | |
| K | 1 | – | – | – | – | – | – | 230 | 205 | 185 | – | – | – | 420 | 385 | 340 | 295 | 265 | 240 | 360 | 290 | 245 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | 180 | 160 | 150 | – | – | – | 335 | 295 | 275 | 235 | 210 | 190 | 280 | 230 | 195 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | 150 | 135 | 120 | – | – | – | 280 | 250 | 230 | 195 | 175 | 160 | 210 | 175 | 140 | – | – | – | – | – | – | – | – | – | |
| N | 1 | 1215 | 1080 | 995 | 1075 | 945 | 875 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 1080 | 995 | 915 | 945 | 875 | 760 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | 1080 | 995 | 915 | 945 | 875 | 760 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 45 | 40 | 30 | 50 | 40 | 25 |
| 2 | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 45 | 40 | 30 | 55 | 40 | 25 | |
| 3 | – | – | – | – | – | – | 50 | 40 | 25 | 45 | 35 | 25 | – | – | – | – | – | – | – | – | – | 50 | 40 | 30 | 55 | 45 | 30 | 65 | 45 | 30 | |
| 4 | – | – | – | – | – | – | 50 | 45 | 35 | 50 | 45 | 30 | – | – | – | 50 | 45 | 35 | – | – | – | 55 | 50 | 35 | 60 | 55 | 40 | 75 | 60 | 40 | |
| H | 1 | – | – | – | – | – | – | 120 | 90 | 70 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 135 | 100 | 75 | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | |||||||||||||||||||||||||||||||
Exemples d'application
| Mill 1-18™ • Ramping Angles [mm] | |||||
| Kesici uç tipi | Kesme çapı | maks rampa açısı | DH min [mm] - (min hole diameter) | DH min (minumum delik çapı) | DHI min (minimum tabanı düz olan delik çapı) |
| Mill-1, 18mm | 25 | 17˚ | 29,24 | 50 | 45,84 |
| Mill-1, 18mm | 32 | 11˚ | 42,98 | 64 | 59,84 |
| Mill-1, 18mm | 40 | 8˚ | 58,92 | 80 | 75,84 |
| Mill-1, 18mm | 50 | 5˚ | 78,88 | 100 | 95,84 |
| Mill-1, 18mm | 63 | 4˚ | 104,86 | 126 | 121,84 |
| Mill-1, 18mm | 80 | 3˚ | 139,02 | 160 | 156,5 |
| Mill-1, 18mm | 100 | 2˚ | 179,00 | 200 | 196,5 |
| Mill-1, 18mm | 125 | 2˚ | 228,98 | 250 | 246,5 |
| Mill-1, 18mm | 160 | 1˚ | 298,98 | 320 | 316,5 |
Application Examples
| Mill 1-18™ • Ramping Angles [Inch] | |||||
| Kesici uç tipi | Kesme çapı | maks rampa açısı | DH min [Inch] - (min hole diameter) | DH min (minumum delik çapı) | DHI min (minimum tabanı düz olan delik çapı) |