
HARVI™ II • Radiused • 5 Flutes • Plain Shank • Inch
UDDE — 5drážková Harvi II pro titanové slitiny
Vlastnosti a výhody
- Kennametal standard.
- Hladké stopky a stopky Weldon.
- Optimalizovaná geometrie pro obrábění titanu.
- Nepravidelné rozmístění drážek
minimalizuje vibrace a obrábění je plynulejší. - Jediný nástroj pro hrubé i jemné
obrábění – méně seřizování. - Pětidrážková geometrie umožňuje drážkování
až do 1xD. - Je k dispozici s poloměrem rohů skladem.
Použití
Trochoidal Milling
Ramping: 3°
Slotting: Square End
Side Milling/Shoulder Milling: Square End
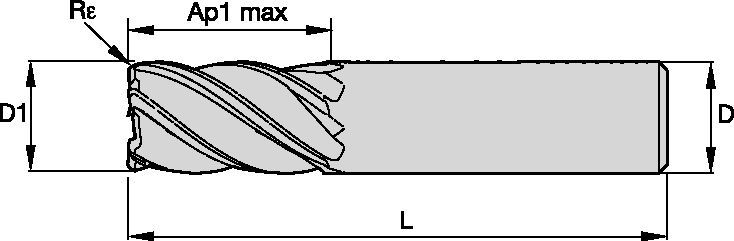
Tool Dimensions: Flute Configuration: 5
Helix Angle: 38°
Corner Style: Corner Radius
Corner Style: Square End


