
KenDrill™ Deep HPR • 25 x D • Vnitřní chlazení • Přímá stopka • Metrická
Vrták na pevné karbidy s hlubokými otvory pro litinu a oceli
Vlastnosti a výhody
- Osvědčený výkon s naší geometrií vrtáků HPR s naší tepelně a otěruvzdornou třídou KCK10A.
- Vysoká produktivita s rychlostí až 4× vyšší než u běžných vrtáků.
- Delší životnost nástroje v oceli a železu ve srovnání s konkurenčními výrobky.
- Úspora z hlediska celkových nákladů díky vyšší rychlosti odebírání kovů.
Použití
Drilling
Drilling: Inclined Exit
Drilling: Stacked Plates
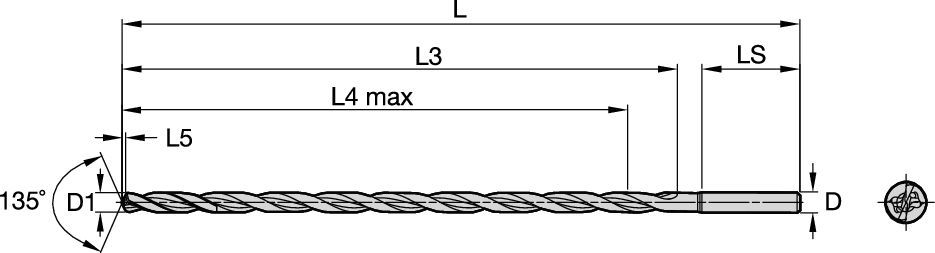
Tool Dimensions: 2flute/4margin/coolant
DIN number 6535
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling: Cross-Hole Drilling