ようこそ
設定をご確認ください
設定の更新
提案製品
Product Family suggestions
ソリューション編集
ソリューション追加
ソリューション名: {{SolutionName}}- 製品
- /
- 金属加工工具
- /
- ミル
- /
- スローアウェイミーリング工具
- /
- コピーミル
- /
- KDM Series
- /
- KDM • RD.X05...
- /
- KDM • スクリューオンエンドミル • RD.X05... • メトリック
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

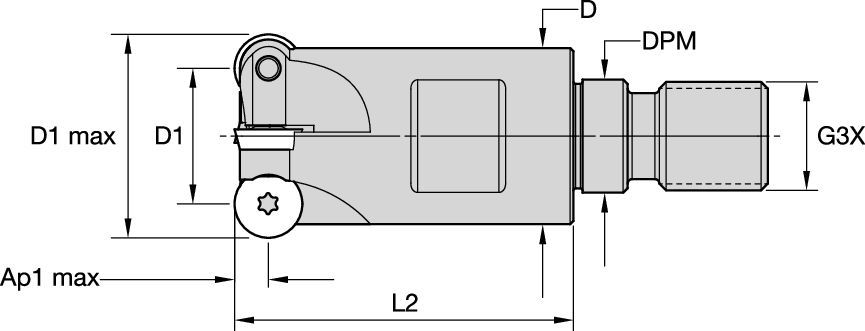
KDM • スクリューオンエンドミル • RD.X05... • メトリック
スローアウェイスクリューオンエンドミル • RD.X05
特徴と利点
- 最大限の性能を発揮する設計
- 高精度の振れ
- 金型製造に適合
使用法と用途
ヘリカルミーリング
ランピング加工:ブランク
側面加工/ショルダー加工:ボールノーズ
3Dプロファイル加工
シャンク — スクリューオン
ポケット溝加工
| Material Group | Light
|
General
|
Heavy
|
|||
| – | (Light geometry) | – | (Strong geometry) | |||
| – | wear
|
 |
toughness | |||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1–P2 | .E..LN | KC522M | .E..LN | KC522M | .E..LN | KC725M |
| P3–P4 | .E..LN | KC522M | .E..LN | KC522M | .E..LN | KC725M |
| P5–P6 | .E..LN | KC522M | .E..LN | KC522M | .E..LN | KC725M |
| M1–M2 | .E..LN | KC522M | .E..LN | KC725M | .E..LN | KC725M |
| M3 | .E..LN | KC522M | .E..LN | KC725M | .E..LN | KC725M |
| K1–K2 | .E..LN | KC510M | .E..LN | KC510M | .E..LN | KC510M |
| K3 | .E..LN | KC510M | .E..LN | KC510M | .E..LN | KC510M |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | .E..LN | KC510M | .E..LN | KC510M | – | – |
軸方向の切込み量(ap)2.50
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LN | 0,09 | 0,27 | 0,67 | 0,07 | 0,20 | 0,50 | 0,06 | 0,17 | 0,44 | 0,06 | 0,16 | 0,41 | 0,06 | 0,16 | 0,40 | .E..LN |
軸方向の切込み量(ap)1.00
| Light
|
General
|
Heavy
|
軸方向の切込み量(ap)0.50
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LN | 0,12 | 0,33 | 0,84 | 0,09 | 0,25 | 0,63 | 0,08 | 0,22 | 0,55 | 0,07 | 0,20 | 0,51 | 0,07 | 0,20 | 0,50 | .E..LN |
軸方向の切込み量(ap)0.25
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LN | 0,22 | 0,62 | 1,56 | 0,16 | 0,46 | 1,15 | 0,14 | 0,40 | 1,00 | 0,13 | 0,37 | 0,94 | 0,13 | 0,37 | 0,92 | .E..LN |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LN | 0,16 | 0,45 | 1,12 | 0,12 | 0,33 | 0,84 | 0,10 | 0,29 | 0,73 | 0,10 | 0,27 | 0,68 | 0,09 | 0,27 | 0,67 | .E..LN |
推奨切削速度の開始値 [m/min]
| Material Group | KC510M | KC522M | KC725M | |||||||
| P | 1 | – | – | – | 395 | 345 | 325 | 315 | 275 | 255 |
| 2 | – | – | – | 330 | 290 | 240 | 260 | 230 | 195 | |
| 3 | – | – | – | 305 | 255 | 215 | 240 | 205 | 170 | |
| 4 | 295 | 240 | 200 | 270 | 225 | 180 | 215 | 180 | 145 | |
| 5 | – | – | – | 225 | 200 | 180 | 180 | 160 | 145 | |
| 6 | – | – | – | 200 | 150 | 120 | 160 | 120 | 95 | |
| M | 1 | – | – | – | 245 | 215 | 200 | 205 | 180 | 165 |
| 2 | – | – | – | 225 | 190 | 160 | 185 | 160 | 130 | |
| 3 | – | – | – | 170 | 145 | 115 | 140 | 120 | 95 | |
| K | 1 | 350 | 315 | 285 | 275 | 250 | 220 | – | – | – |
| 2 | 275 | 250 | 230 | 215 | 195 | 180 | – | – | – | |
| 3 | 235 | 205 | 190 | 180 | 160 | 145 | – | – | – | |
| N | 1–2 | 770 | 685 | 630 | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | |
| H | 1 | 190 | 155 | 110 | 145 | 110 | 85 | – | – | – |