

KenDrill™ FBL • 3 x D • Internal Coolant • Straight Shank • Metric
180°フラットボトムドリル • スルークーラント
特徴と利点
- スルークーラント搭載フラットボトムドリル
- アプリケーション別のSCドリルは次の2つの機能を1つのドリルに統合しました。
1)平底ドリル加工や、ドリル加工前に傾斜面または湾曲面の準備を行う際に、180°エンドミルが不要です。
2)いったんドリルの刃先が被削材の中にしっかり入り込めば、通常の超硬ソリッドのドリル加工パラメーターで加工が可能です。 - オーバーセンター式の2枚の有効な切れ刃を備えた独自のFBドリル先端形状により、高い送り量を実現します。
- 外径からセンターまで、正確なフラットボトム穴を加工することができます。
- 4マージンランドデザインが加工穴の真直度と真円度を向上し、クロスホールのドリル加工でも良好な位置合わせを実現します。
- 材種とブレーカー形状の3つの組み合わせにより、ほとんどの一般的な被削材に対応可能です。
使用法と用途
ドリル加工
穴あけ加工:傾斜した入口
穴あけ加工:傾斜した出口
穴あけ加工:平底
穴あけ加工:凸面
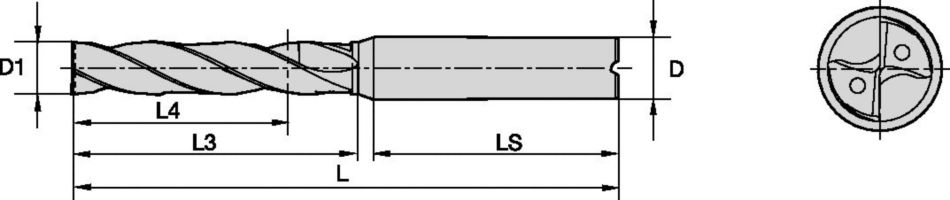
工具寸法:2枚刃/4マージン/クーラント
DIN番号6535
DIN番号6537
穴あけ加工 — スルークーラント
スルークーラント:MQL(最小クーラント量:Minimum Quantity Lubricant):ドリル加工
シャンク — ストレート プレーン ≤h6
ねじれ角: 30°
コーナーのタイプ:コーナー面取り
コーナーのタイプ:スクエアエンド
穴あけ深さ:3x
カウンタボーリング
Drilling: Cross-Hole Drilling

