定価:
/包装. (包装単位
)
/各
割引:
%
価格::
This item is not available
数量
販売包装単位 0
申し訳ありません。それほど多くの在庫はありません。
申し訳ありません。それほど多くの在庫はありません。今日現在の在庫数量:
最小包装サイズに合わせて調整されています。
Configure
Configure
| SAP Material Number | 5874192 |
| ISO Catalog Number | 2BN0200MR006A |
| ANSI Catalog Number | 2BN0200MR006A |
| Grade | KC633M |
| Adapter Style Machine Side | Straight-Cylindrical |
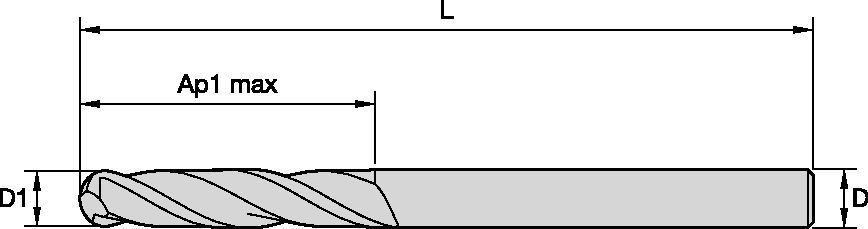
| [D1] Effective Cutting Diameter | 2 mm |
| [D1] Effective Cutting Diameter | .0787 in |
| [D] Adapter / Shank / Bore Diameter | 3 mm |
| [D] Adapter / Shank / Bore Diameter | .1181 in |
| [AP1MAX] 1st Maximum Cutting Depth | 6.3 mm |
| [AP1MAX] 1st Maximum Cutting Depth | .248 in |
| [L] Overall Length | 38 mm |
| [L] Overall Length | 1.496 in |
| [Z] Number of Flutes | 2 |
 溝加工:ボールノーズ
溝加工:ボールノーズ 側面加工/ショルダー加工:ボールノーズ
側面加工/ショルダー加工:ボールノーズ 3Dプロファイル加工
3Dプロファイル加工 工具寸法:フルートの構造: 2
工具寸法:フルートの構造: 2
 ねじれ角: 30°
ねじれ角: 30° コーナーのタイプ:ボールノーズ
コーナーのタイプ:ボールノーズISO製品型番
ANSI製品型番
to find similar products.Please select a file to download
Models
Product data
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO製品型番 | 材種 |
|---|
Thank you for your registration, pending approval & completion of the registration, your access is currently limited. Full utilization of product search capabilities & collaboration space is available and will remain. Please allow 2 business days for registration completion.
ご登録いただきありがとうございます。今からウェブサイトにアクセス頂き、ご利用が可能でございます。
You are about to leave the Solution building process.
Are you sure you want to leave?